

 手机资讯
手机资讯 官方微信
官方微信
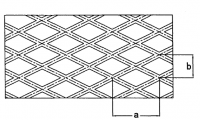
1、台阶面零件有哪些基本工艺要求?
答:对台阶面零件的基本工艺要求有:
(1)尺寸精度要求 主要是台阶与其他零件相配合尺寸的精度要求。
(2)形状位置精度要求 它包括各加工表面的平行度、台阶侧面与零件侧面基准面的平行度,以及双台阶两侧面对中分线的对称度等。
(3)表面粗糙度要求。
2、铣削台阶面的几种常用方法及各种方法的特点
答:在成批或大量生产时,一般采用组合铣刀铣削台阶面。此种方法,采用等直径成组铣刀和调整垫圈,经调正后可在一次进给运动后铣出双台阶或多台阶零件。虽然刀具刃磨、调整较困难,但生产效率高,刀具调整后操作简单,并能保证工件质量。另一种方法是用单刀(即一把铣刀)铣削台台阶面。当台阶尺寸较小时,一般在卧式铣床上用不着一把三面刃铣刀进行铣削;当台阶尺寸较大时,常用端铣刀或立铣刀在立式铣床上铣削。这种方法,在铣削双台阶或多台阶零件时,台阶尺寸由操作者每次调整工作台移距后获得,生产效率低,质量不易保证,常用于单件小批生产或用于铣削台阶尺寸较大的零件。
3、在万能卧式铣床上铣削台阶面和直角沟槽时,若工作台“零位”不准,会造成什么不良后果?
答:在万能卧式铣床上,用盘铣刀加工台阶面时,若工作台“零位”不准,则铣出的台阶两侧面将呈弧形凹面,且上窄下宽,使台阶尺寸和形状不准。用立铣刀和端铣刀加工台阶面时,也会出现上述现象。
用盘铣刀加工直角沟槽时,铣出的直角沟槽会出现上宽下窄的现象,并使两侧面呈弧形凹面。用立铣刀铣削直角沟槽时,槽底将产生弧形凹面。
4、用三面刃铣刀加工一条与基准侧面成30°夹角的直角沟槽时,应将机床用平口虎钳扳转角度,还是将铣床工作台扳转角度?为什么?
答:应将机床用平口虎钳扳转30°,而不能将工作台扳转30°。因为机床用平口虎钳转过30°后,使基准侧面与进给方向成30°夹角,铣出的直角沟槽与基准侧面就成30°夹角。如将工作台扳转30°,基准侧面将随工作台一起扳转30°,基准侧面与进给方向还是平行的,这时盘铣刀两侧面与基准面却成30°夹角,因此铣不出与基准面夹20°的直角沟槽。
5、在轴上铣削键槽时,常用的对刀方法有几种?各有什么特点?
答:在轴上铣削键槽时常用的对刀方法有:
(1)切痕对刀法 这种方法因对刀时用目测,因此对刀精度不高。
(2)划线对刀法 这种方法需利用分度头回转分度,在装夹好的工件上划出对刀线。因此,适用于用分度头装夹后加工的直径较大的盘形工件。
(3)擦边对刀法 用这种方法对刀时,先在工件侧面贴一张薄纸,开动机床后使铣刀擦到薄纸,再调整铣刀的对中位置。一般适用于加工直径不大的工件时的对刀。
(4)环表对刀法 这种方法是利用固定在铣床主轴上的杠杆百分表,用手握住主轴后正、反向转动,借助百分表,反复调整工作台位置,使主轴相对于夹具或工件的对中位置得以校正。这种方法的对刀精度较高。
6、用立铣刀或键槽铣刀或盘铣刀铣削键槽时,引起槽宽超差的主要原因有哪些?怎样预防?
答:用立铣刀或键槽铣刀铣削键槽时,引起槽宽超差的主要原因有:
(1)铣刀磨损或使用圆柱面切削刃经刃磨的铣刀进行铣削。预防措施是试切或测量后及时调换铣刀。
(2)键槽铣刀装夹不好,铣刀与主轴的同轴度差。预防措施是仔细校正铣刀与主轴的同轴度。
用盘铣刀铣削键槽时,引起槽宽超差的主要原因有:
(1)铣刀磨损或使用经刃磨后宽度尺寸变小的盘铣刀。预防措施是及时更换铣刀。
(2)刀轴弯曲,铣刀端面摆差大。预防措施是检查刀轴垫圈的质量和铣刀装夹情况,调换或校正铣刀轴。
7、如何测量轴上键槽的宽度和对称度?
答:键槽的宽度一般用专用的键槽极限塞规进行测量。极限塞规的通端应能塞入槽内,直至槽底,而止端不能塞进,这时槽宽合格。宽度较宽的键槽,也可用内径千分尺等通用量具测量。
轴上键槽对称度的测量,若有轴键槽对称度测量仪,则应该用该仪器测量,其操作简便,精度较高。若没有此测量仪。可在键槽中塞入配合合适的量块,配用测量V形架,放在测量平板上,用校表来测量键槽的对称度。测量时,先校正量块一个测量面与平板平行,记下此时校表读数值,然后将工件在V形架内绕轴线转过180°,按前面测量时的校表高度,校正量块另一个测量面与平板平行。观察这时校表读数值与校正第一个测量面时校表读数值的差值。这两个读数差值的1/2,即为该键槽对轴线的对称度误差值。
8、切断工件时,引起锯片铣刀折断的主要原因有哪些,可采取哪些预防措施?
答:由于用于切断的锯片铣刀直径较大,厚度又较薄,铣削时排屑困难,散热差,因此在铣削时易折断。
为防止锯片铣刀折断,可采取如下措施:
(1)要正确装夹工件,伸出长度尽可能短。
(2)合理选择锯片铣刀的直径。
(3)不要使用刀齿两端磨损不均匀的铣刀。
(4)要校正工作台“零位”。
(5)应使铣刀逐渐切入工件,一般可先采用手动进给。铣削过程中发现异常现象,应先停止工作台进给,然后再停止主轴转动。
(6)刀轴垫圈内安装一平键,防止锯片铣刀因受铣削力而旋松或愈旋愈紧。
9、铣削V形槽的常用方法有几种?
答:V形槽的铣削内容包括铣削V形中间的窄槽和铣削V形面。按铣削V形面的方法来分,常用的铣削V形槽方法有以下四种:
(1)用双角度铣刀铣削V形槽。
(2)用单角度铣刀铣削V形槽。
(3)用立铣刀,扳转立铣头铣削V形槽。
(4)转动工件,将工件装夹成所需的加工位置,然后用三面刃铣刀或立铣刀、端铣刀等铣削V形槽。
10、在矩形零件上加工V形槽,若要求V形槽对工件两侧面有较高的对称度,应采用哪种铣削方法?
答:在矩形零件上铣削与两侧面对称度要求较高的V形槽时,一般可采用单角度铣刀铣削V形槽的方法进行铣削。这种方法先用一个基准侧面与固定钳口贴合定位夹紧,加工V形槽的一侧V形面,然后将工件转过180°,用另一基准侧面与固定钳口贴合定位夹紧,工作台横向位置不变,铣削另一侧的V形面。这样加工后的V形槽,与两侧面对称度精度就较高。
11、试述铣削T形槽的步骤。加工T形槽时,引起T形槽铣刀折断的主要原因是什么?
答:铣削T形槽应分如下三个步骤:
(1)用三面刃铣刀或立铣刀铣出直角沟槽。
(2)用T形槽铣刀铣削槽底。
(3)用倒角铣刀铣削直角沟槽槽口倒角。
引起T形槽铣刀折断的主要原因是:
(1)T形槽铣刀工作环境较为恶劣,铣削过程中切屑排出困难,切屑易塞满铣刀容屑槽,使铣刀折断。
(2)由于排屑不畅,切削热量不易散发,铣刀容易发热,甚至发生退火,失去切削能力而折断。
(3)T形槽铣刀强度差,尤其是颈部直径较小,当受到过大的铣削力和冲击力时,铣刀易折断。









 豫公网安备41019702003646号
豫公网安备41019702003646号