

 手机资讯
手机资讯 官方微信
官方微信摘要 随着洗车的普及与消费者对汽车知识的深入了解,发动机三漏(漏油、漏水、漏气)问题成为广大媒体及消费者关注的焦点。例如,尤为常见的油底壳密封面漏油现象,究其原因是:油底壳顶面与缸体底面...
随着洗车的普及与消费者对汽车知识的深入了解,发动机三漏(漏油、漏水、漏气)问题成为广大媒体及消费者关注的焦点。例如,尤为常见的油底壳密封面漏油现象,究其原因是:油底壳顶面与缸体底面均存在一定形状误差(平面度),为保证发动机密封性,必须使用密封胶填充于结合处。由于油底壳在安装过程中,受到螺栓力矩的作用,工件会发生弹性变形,而工件结合面为平面结构、其储胶量有限,大多密封胶将受力挤出。当挤出较多时将导致结合面出现无胶现象,进而造成发动机油底壳漏油。如何提高结合面的储胶量成为各厂家迫切解决的问题。目前普遍认可,通过在工件表面加工出网纹结构是为切实、有效的办法。
在工件表面加工出平面网纹(图1)的主要目的是增加平面的表面粗糙度,间接地增大平面密封胶的附着面积,提高附着力;且大致相同的网格结构也增加了工件表面的美观度。传统的平面网纹加工为钳工刮削完成,或者采用滚花加工,其劳动强度大、加工速度慢。结构复杂的数控加工中心,可减轻劳动强度,提高加工效率,但设备投资大,导致加工成本过高,不利于推广。
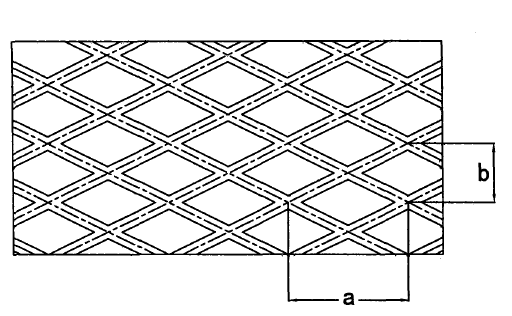
图1
针对上述现有技术存在的问题,本文提供用一种低成本、高效率的平面网纹铣削加工方法,使用普通的铣床即可进行网纹加工,利用回刀纹与切削刀纹交叉形成封闭网纹,并且通过调整刀具的转速、进给速度和吃刀量来具体控制网纹的大小及深度。本方法的有益效果主要体现在:加工平面平整,基本无凹入量;加工工艺简单,效率高、成本低;网格呈大致相同的菱形排列,美观实用;无需使用专用设备加工,利于推广。使用沃尔德可转位面铣刀可直接实现该种加工方法。沃尔德可转位面铣刀(图2、图3)利用同一型号刀片(图4、图5)的多种刃口形式进行安装组合,一盘面铣刀在实现工件平面度要求的同时又实现网纹铣削加工,大大降低了工艺难度、加工成本,提升了加工效率。沃尔德可转位面铣刀具有以下特点:
1. 采用铝合金和钢双金属设计,减少了一些辅助零配件,结构简单易操作;刀盘使用寿命是常规铝合金刀盘的数倍;
2. 预定位面可使刀片快速定位,定位精度可达0.02mm,满足众多没有预调设备的客户使用;
3. 特殊简便的调节结构,可在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度;
4. 刀片更换简单,可用各种主偏角刀片;
5. 刀片采用定位面和后刀面分离设计,定位面不受后续加工、修磨影响,保证了定位面的长效性;
6. 刀片多种主偏角设计,满足客户端面铣削和方肩铣削的不同场合;
7. 刀片双头化设计,可重复修磨,降低客户使用成本。

图2
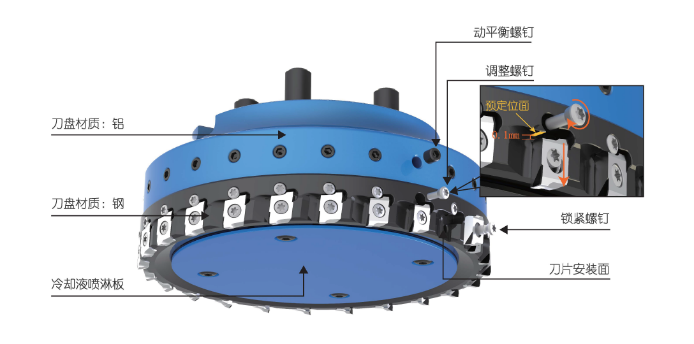
图3

图4
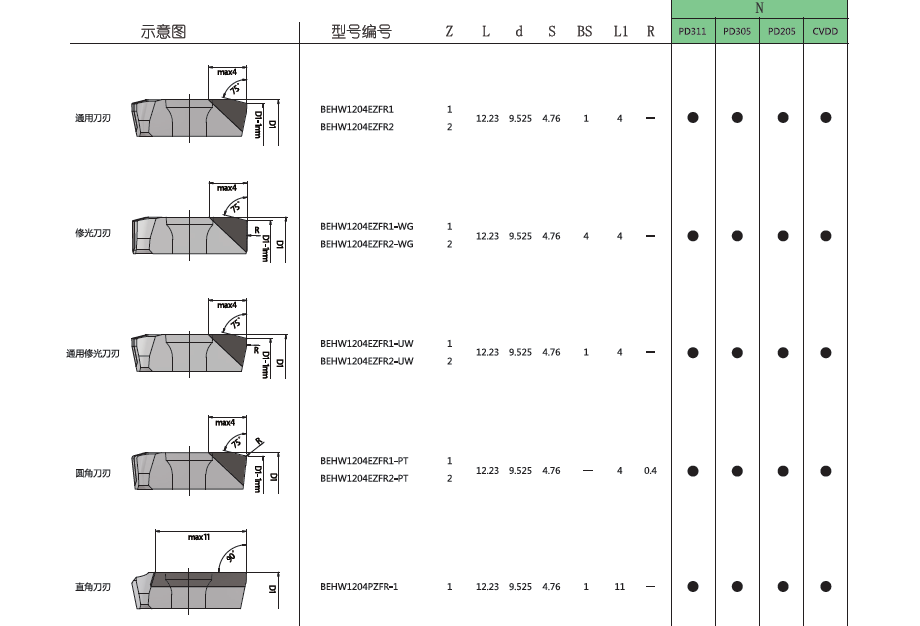
图5
使用普通的铣床进行平面网纹加工,其中所采用的面铣刀与所述工件待加工表面平行,即刀盘的旋转轴线垂直于所述工件表面,因此铣刀在对工件表面的切削过程中会留下切削刀纹与回刀纹,两者交叉形成封闭网纹。由于切削刀纹与回刀纹一般为弧形纹路,因此通过计算调整刀具的转速n、进给速度f和吃刀量ap 来控制网纹的大小及深度,进而得到符合要求的菱形网纹结构。首先必须推算出刀具的转速n、进给速度f 和吃刀量ap与网纹的大小及深度之间的关系:由于刀具刀尖在切削过程中的轨迹类似螺旋曲线,其随时间变化的轨迹方程为: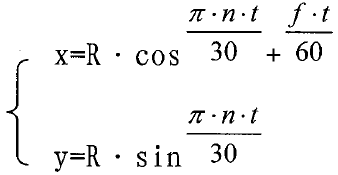
其中:R- 刀具半径 mm
n- 刀具转速 r/min
f- 刀具进给速度 mm/min
t- 切削时间 s
该曲线随着时间t的推移( 切削进给)而不断重复且自身相互重叠,而形成如图6交叉网格。
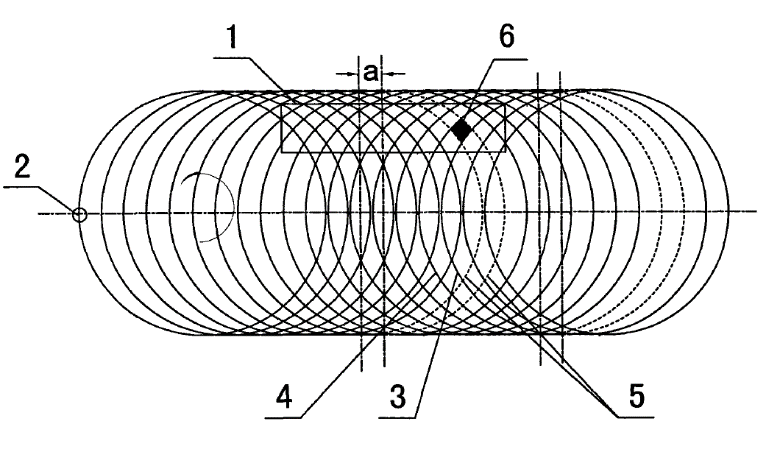
图6
加工事例:工件为发动机零件(图7),材料为ADC12,要求一平面加工出网纹结构,平面度要求0.05,表面粗糙度要求Rz8~20。
面铣刀参数:面铣刀(图8)直径D=63mm,齿数Z=10。其中通用型刀片8片,PT型刀片2片,PT刀片伸出通用刀片所在平面0.015mm。
加工参数:n=6000 r/min,f=6000 mm/min,ap=0.5mm。
加工结果:网纹(图9)清晰,均匀,表面粗糙度值为Rz=12~15,刀具寿命长达5000件以上。

图7

图8

图9








 豫公网安备41019702003646号
豫公网安备41019702003646号