

 手机资讯
手机资讯 官方微信
官方微信摘要 螺纹铣削是当今发达国家制造业中比较流行的一种螺纹加工方法。它是采用数控机床的螺旋插补功能进行螺纹加工的一种新方法。与传统的采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣比较主要...
螺纹铣削是当今发达国家制造业中比较流行的一种螺纹加工方法。它是采用数控机床的螺旋插补功能进行螺纹加工的一种新方法。与传统的采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣比较主要有以下优点:①同一把螺纹铣刀可以加工螺距相同直径不同的左旋螺纹或右旋螺纹;②同一把螺纹铣刀可以通过修改刀具半径补偿值,将螺纹加工到任意公差带;③由于螺纹铣刀没有导向部分,因此无需退刀槽或过渡扣即可靠近螺纹底部加工出精确深度的螺纹;④刀具折断或破损不会影响零件质量——刀具破损的部分可以很容易地从工件中取出。随着数控机床在国内的广泛普及,这种螺纹加工方法在国内也逐步被采纳和应用。但也仅限于大直径螺纹的加工,小直径螺纹特别是内螺纹的加工,少有采用螺纹铣削的。小孔螺纹加工一般采用丝锥攻制,但在某些超高强度钢上进行小孔螺纹加工时,采用丝锥几乎无法完成加工。因为丝锥攻制螺纹时,必须有足够的扭力,在某些超高强度钢上攻制螺纹时,丝锥是无法承受要完成螺纹加工所施加的扭力的。尤其是在材料硬度也极高的情况下,丝锥也极易磨损。一旦丝锥稍有磨损,攻制时的扭力也急剧增大,这也更加快了丝锥的磨损,如此恶性循环,最终将导致丝锥的折断。利用螺纹铣削的诸多优点,在加工某超高强度钢压力容器法兰连接处的螺纹孔时,采用了螺纹铣削方法,取得了较好的经济效益。下面就这一过程及工艺方法作简要介绍。1、零件的特点及加工难点
零件为一大型压力容器,要在其法兰连接处端面一周加工60-M16×1.5-6H(均布)的盲孔螺纹。材料抗拉强度1,800MPa、硬度52HRC,属极难加工材料。此类材料不仅强度高,而且硬度也极高。开始采用丝锥攻制,仅采用进口的整体硬质合金带TiAlN涂层的丝锥,才能勉强进行加工。但此种丝锥价格极其昂贵(2,500元/支),而且寿命也不高(仅为20孔/支),更主要的是加工过程中丝锥经常折断,取出困难,而且取出时,易损伤螺纹,影响产品质量。
2、刀具选择
刀具选择应以满足加工要求、提高刀具寿命和加工效率为原则。①刀具几何尺寸:总长70mm ,直径D2=?14mm。刀具长度在考虑夹持部分和切削部分后,刀具悬伸应尽量短,刀具直径应尽量大,比螺纹底孔略小即可,以增加刀具的刚性,减小加工过程中的振动;②刀具材质:整体硬质合金带TiAlN涂层。这种刀具不仅有优良的耐磨性,而且有较高的强度,适合于加工强度、硬度均极高的材料;③刀具齿数:Z=6齿。齿数越多,进给量越大,提高加工效率。
3、加工方法及参数选择
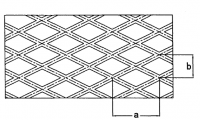
走刀方式:如图1所示,采用了螺旋进刀,即刀具在X、Y平面顺(逆)时针旋转半个圆弧,Z方向上升或下降0.5个螺距。这样以减小进刀时的振动,提高刀具寿命和螺纹表面质量,并使加工出的螺纹有半扣平滑过渡的螺纹收尾。
进给方式:径向进给分3个切深完成,并借鉴螺纹车削中的侧向进刀方式,如图2所示。以充分减小加工中的径向力,避免振动,提高刀具寿命。要注意的是,第1 、2两次切深的加工中,其相对于第3次切深位置的轴向偏移量t1、t2要通过计算确定,确保其不要位于螺纹轮廓之外,而造成螺纹过切。这里取t1=0.10,t2=0.05。
冷却方式:内冷。由于是盲孔,采用内冷可充分冷却的同时,带走铁屑。










 豫公网安备41019702003646号
豫公网安备41019702003646号