

 手机资讯
手机资讯 官方微信
官方微信
将单晶金刚石刀头牢固、可靠地装卡在刀杆上,是制造金刚石刀具的关键步骤,其装卡质量直接影响金刚石刀具的使用性能。目前常用的装卡方法主要有三种,即粘结法、镶嵌法和钎焊法。
1.粘结法
粘结法是采用环氧树脂或502胶等有机粘结剂,将金刚石刀头粘结在刀杆上与金刚石刀头大小相匹配的凹槽中。这种方法操作简便,不需要专用设备与夹具,可获得一定的粘结强度。但由于有机粘结剂的耐温性一般不超过200℃,研磨刀头时或采用较大切削用量进行切削加工时产生的高温均可能使粘结剂失效,所以粘结式金刚石刀具只适用于切削用量较小的超精密加工,且不能在刀杆上直接研磨金刚石刀头。当刀具需要修磨时,需要用丙酮等溶剂先将粘结胶化开,对金刚石刀头进行修磨后再重新粘结到刀杆上。此外,粘结过程中金刚石刀头的位置精度较难保证。
2.镶嵌法
镶嵌法是首先将金刚石刀头与金属粉末一起烧结,再通过压板将金刚石刀头机械地固定在刀杆上。镶嵌法是目前应用最为广泛的金刚石刀具装卡方法,其工艺过程如下:
(1)将金刚石粗磨成上大下小的形状,并确定刀刃及后刀面的位置。
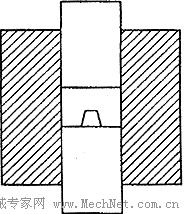
(2)将金刚石大面朝下放置在如图1所示的铸铁模具中,在其周围填充适量的铜基金属粉末(如663铜粉),然后插入上柱塞,稍加压力压实金属粉末。
(3)采用高频感应装置缓慢加热模具的同时,不断增加上下两柱塞之间的压力,直至温度与压力分别达到750℃和5.5kg/mm2。冷却后取出烧结块及其中的金刚石刀头,在烧结块上即可得到与金刚石刀头形状和大小相一致的窝孔。
(4)根据设计的刀刃与刀杆的相对位置,去除烧结块上的多余部分。然后将加工好的烧结块用较低温度的铜钎料钎焊在刀杆的正确位置上,并精确修磨刀杆的后角及其它部分。
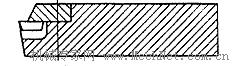
(5)将精磨好的金刚石刀头放入烧结块的窝孔中并加盖合适的压板,即完成了金刚石刀具的装卡。装卡好的金刚石刀头(如图2所示)只露出刀具的后刀面和1mm左右的前刀面。
镶嵌法可以牢靠地固定金刚石刀头,耐高温性也较好,可以在装卡后直接研磨刀头的后刀面,从而达到较高的角度精度。修磨时只需打开压板,取出金刚石刀头,修磨合格后再重新装配,十分方便。
镶嵌法的缺点是工艺过程较复杂,同时金刚石刀头只能露出少部分前刀面,其后部的压板会妨碍切屑流出,容易使切屑堵塞在刀刃附近而破坏已加工表面。由于镶嵌法装卡的金刚石与烧结块窝孔面之间无化学键连接,仅靠压力压紧,在加工中有可能产生微小位移,因此不太适合超精加工刀具的要求。此外,镶嵌法要求金刚石具有较大体积,这一方面导致金刚石的利用率较低,另一方面难以制作用于小孔加工的小直径刀具。
3.钎焊法
用钎焊法直接焊接金刚石刀具一直是一个颇受关注的问题。由于金刚石具有很高的化学稳定性,很难与其它金属发生化学反应而实现焊接,因此,如何可靠地实现金刚石与金属的牢固连接,成为金刚石工具制造业的技术难点和亟待解决的研究课题。
实现金刚石刀具的钎焊需要解决以下问题:
(1)润湿性能:钎焊时,钎料必须润湿被焊材料才能保证焊接部位无缺陷。由于金刚石的表面能很高,润湿性差,因此找到对于金刚石和金属基体表面均具有良好润湿性的钎料是钎焊成功的关键。
(2)粘结性能:钎料不仅应具有良好的润湿性,还要能与被焊材料产生化学反应,形成化学键连接,才能实现具有足够粘结力的焊接。
(3)残余应力:金刚石与金属的热膨胀系数相差近十倍,在焊接后的冷却过程中会形成很大的残余应力,从而影响焊接强度甚至损坏金刚石。
(4)金刚石的腐蚀:金刚石在高温下会氧化或石墨化,某些金属对金刚石还具有侵蚀作用,因此必须选择合适的工作环境与钎料,将金刚石的腐蚀现象减小到最低程度。
大量研究发现,含有钛、锆、铌、钽等活性元素的钎料在真空中可以直接润湿金刚石表面,这些活性元素还能与金刚石表面的碳原子反应生成稳定的碳化物,形成化学键连接。金属钼或钴基硬质合金与金刚石有较为相近的热膨胀系数,用作焊接基体既可以不损坏金刚石又能保证钎焊强度。在此研究基础上开发了真空条件下的金刚石钎焊技术。近年来又进一步开发了在保护气体氛围中钎焊金刚石的新技术。与真空钎焊技术相比,保护气体钎焊技术具有设备成本低,操作简便,工艺周期短等优点,并保持了与真空钎焊相当的焊接强度。这一技术的出现较圆满地解决了长期存在的金刚石钎焊技术难题。
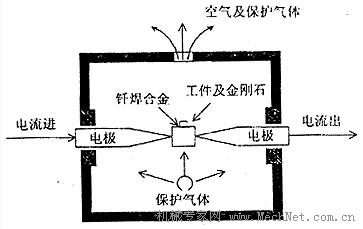
保护气体钎焊金刚石所用钎料为银铜钛合金,合金中银、铜、钛的成份比例分别为
68.8%、26.7%和4.5%。保护气体为氩(95%)与氢(5%)的混合气体。焊接在如图3所示的半开放式腔体中进行。钎焊工艺过程如下:
(1)充分清除金刚石和金属基体表面上的氧化物;
(2)在保护气氛中加热基体及钎料,直至钎料熔化并均匀散布于基体的指定位置,然后冷却;
(3)在基体的正确部位放置需焊接的金刚石,充入保护气体后重新加热至钎料熔化温度,再缓慢冷却至室温。
采用钎焊法装卡金刚石刀头具有以下优点:焊接强度高,焊接面的剪切强度可达340MPa,可将重量仅为0.02克拉的金刚石刀头牢固地焊接在刀杆上;可在钎焊后对金刚石刀头再进行精磨,以保证刀具几何角度的加工精度;可使刀具前刀面高于刀杆,从而保证切屑排出顺畅,使切削过程及工件表面质量更加稳定可靠;可大幅度提高金刚石刀具的系统刚性。








 豫公网安备41019702003646号
豫公网安备41019702003646号