

 手机资讯
手机资讯 官方微信
官方微信
2.镗床镗孔
镗床镗孔主要有以下三种方式:
(1)镗床主轴带动刀杆和镗刀旋转,工作台带动工件做纵向进给运动,如图7-12所示。这种方式镗削的孔径一般小于120mm左右。图7-12a所示为悬伸式刀杆,不宜伸出过长,以免弯曲变形过大,一般用以镗削深度较小的孔。图7-12b所示的刀杆较长,用以镗削箱体两壁相距较远的同轴孔系。为了增加刀杆刚性,其刀杆另一端支承在镗床后立柱的导套座里。
(2)镗床主轴带动刀杆和镗刀旋转,并做纵向进给运动,如图7-13所示。这种方式主轴悬伸的长度不断增大,刚性随之减弱,一般只用来镗削长度较短的孔。
上述两种镗削方式,孔径的尺寸和公差要由调整刀头伸出的长度来保证,如图7-14所示。需要进行调整、试镗和测量,孔径合格后方能正式镗削,其操作技术要求较高。
(3)镗床平旋盘带动镗刀旋转,工作台带动工件做纵向进给运动。
图7-15所示的镗床平旋盘可随主轴箱上、下移动,自身又能做旋转运动。其中部的径向刀架可做径向进给运动,也可处于所需的任一位置上。


如图7-16a所示,利用径向刀架使镗刀处于偏心位置,即可镗削大孔。Φ200mm以上的孔多用这种镗削方式,但孔不宜过长。图7-16b为镗削内槽,平旋盘带动镗刀旋转,径向刀架带动镗刀做连续的径向进给运动。若将刀尖伸出刀杆端部,亦可镗削孔的端面。
镗床主要用于镗削大中型支架或箱体的支承孔、内槽和孔的端面;镗床也可用来钻孔、扩孔、铰孔、铣槽和铣平面。
3.铣床镗孔
在卧式铣床上镗孔与图7-12a所示的方式相同,镗刀杆装在卧式铣床的主轴锥孔内做旋转运动,工件安装在工作台上做横向进给运动。
4.浮动镗削
如上所述,车床、镗床和铣床镗孔多用单刃镗刀。在成批或大量生产时,对于孔径大(>Φ80mm)、孔深长、精度高的孔,均可用浮动镗刀进行精加工。
可调节的浮动镗刀块如图7-17所示。调节时,松开两个螺钉2,拧动螺钉3以调节刀块1的径向位置,使之符合所镗孔的直径和公差。浮动镗刀在车床上车削工件如图7-18所示。工作时刀杆固定在四方刀架上,浮动镗刀块装在刀杆的长方孔中,依靠两刃径向切削力的平衡而自动定心,从而可以消除因刀块在刀杆上的安装误差所引起的孔径误差。


浮动镗削实质上相当于铰削,其加工余量以及可达到的尺寸精度和表面粗糙度值均与铰削类似。浮动镗削的优点是易于稳定地保证加工质量,操作简单,生产率高。但不能校正原孔的位置误差,因此孔的位置精度应在前面的工序中得到保证。
5.镗削的工艺特点
单刃镗刀镗削具有以下特点:
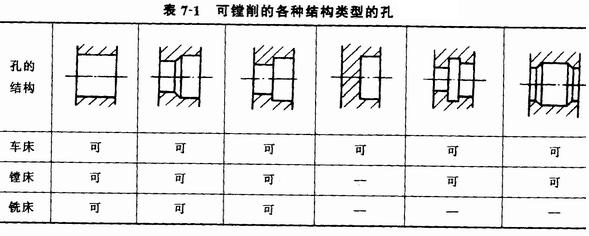
(1)镗削的适应性强。镗削可在钻孔、铸出孔和锻出孔的基础上进行。可达的尺寸公差等级和表面粗糙度值的范围较广;除直径很小且较深的孔以外,各种直径和各种结构类型的孔几乎均可镗削,如表7-1所示。
(2)镗削可有效地校正原孔的位置误差,但由于镗杆直径受孔径的限制,一般其刚性较差,易弯曲和振动,故镗削质量的控制(特别是细长孔)不如铰削方便。
(3)镗削的生产率低。因为镗削需用较小的切深和进给量进行多次走刀以减小刀杆的弯曲变形,且在镗床和铣床上镗孔需调整镗刀在刀杆上的径向位置,故操作复杂、费时。
(4)镗削广泛应用于单件小批生产中各类零件的孔加工。在大批量生产中,镗削支架和箱体的轴承孔,需用镗模。
五、拉孔
拉孔是一种高效率的精加工方法。除拉削圆孔外,还可拉削各种截面形状的通孔及内键槽,如图7-19所示。拉削圆孔可达的尺寸公差等级为IT9~IT7,表面粗糙度值为Ra1.6~0.4μm。

1.拉削可看作是按高低顺序排列的多把刨刀进行的刨削,如图7-20所示。圆孔拉刀的结构如图7-21所示,其各部分的作用如下:
柄部是拉床刀夹夹住拉刀的部位。
颈部直径最小,当拉削力过大时,一般在此断裂,便于焊接修复。
过渡锥引导拉刀进入被加工的孔中。
前导部分保证工件平稳过渡到切削部分,同时可检查拉前的孔径是否过小,以免第一个刀齿负载过大而被损坏。
切削部分包括粗切齿和精切齿,承担主要的切削工作。
校准部分为校准齿,其作用是校正孔径,修光孔壁。当切削齿刃磨后直径减小时,前几个校准齿则依次磨成切削齿。
后导部分在拉刀刀齿切离工件时,防止工件下垂刮伤已加工表面和损坏刀齿。
卧式拉床如图7-22所示。床身内装有液压驱动油缸,活塞拉杆的右端装有随动支架和刀夹,用以支承和夹持拉刀。工作前,拉刀支持在滚轮和拉刀尾部支架上,工件由拉刀左端穿入。当刀夹夹持拉刀向左作直线移动时,工件贴靠在“支撑”上,拉刀即可完成切削加工。拉刀的直线移动为主运动,进给运动是靠拉刀的每齿升高量来完成的。

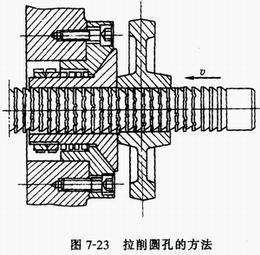
(1)拉削圆孔如图7-23所示。拉削的孔径一般为8~125mm,孔的长径比一般不超过5。拉前一般不需要精确的预加工,钻削或粗镗后即可拉削。若工件端面与孔轴线不垂直,则将端面贴靠在拉床的球面垫圈上,在拉削力的作用下,工件连同球面垫圈一起略为转动,使孔的轴线自动调节到与拉刀轴线方向一致,可避免拉刀折断。
(2)拉削内键槽如图7-24a所示。键槽拉刀呈扁平状,上部为刀齿。工件与拉刀的正确位置由导向元件来保证。拉刀导向元件(图7-24b)的圆柱1插入拉床端部孔内,圆柱2用以安放工件,槽3安放拉刀。
2.拉削的工艺特点
(1)拉削时拉刀多齿同时工作,在一次行程中完成粗精加工,因此生产率高。
(2)拉刀为定尺寸刀具,且有校准齿进行校准和修光;拉床采用液压系统,传动平稳,拉削速度很低(=2~8m/min),切削厚度薄,不会产生积屑瘤,因此拉削可获得较高的加工质量。
(3)拉刀制造复杂,成本昂贵,一把拉刀只适用于一种规格尺寸的孔或键槽,因此拉削主要用于大批大量生产或定型产品的成批生产。
(4)拉削不能加工台阶孔和盲孔。由于拉床的工作特点,某些复杂零件的孔也不宜进行拉削,例如箱体上的孔。
六、磨孔
磨孔是孔的精加工方法之一,可达到的尺寸公差等级为IT8~IT6,表面粗糙度值为Ra0.8~0.4μm。
磨孔可在内圆磨床或万能外圆磨床上进行,如图7-25所示。使用端部具有内凹锥面的砂轮可在一次装夹中磨削孔和孔内台肩面,如图7-26所示。
磨孔和磨外圆相比有以下不利的方面:
(1)磨孔的表面粗糙度值一般比外圆磨削略大,因为常用的内圆磨头其转速一般不超过20000r/min,而砂轮的直径小,其圆周速度很难达到外圆磨削的35~50m/s。
(2)磨削精度的控制不如外圆磨削方便。因为砂轮与工件的接触面积大,发热量大,冷却条件差,工件易烧伤;特别是砂轮轴细长、刚性差,容易产生弯曲变形而造成内圆锥形误差。因此,需要减小磨削深度,增加光磨行程次数。
(3)生产率较低。因为砂轮直径小,磨损快;且冷却液不容易冲走屑末,砂轮容易堵塞,需要经常修整或更换,使辅助时间增加。此外磨削深度减少和光磨次数的增加,也必然影响生产率。因此磨孔主要用于不宜或无法进行镗削、铰削和拉削的高精度孔以及淬硬孔的精加工。










 豫公网安备41019702003646号
豫公网安备41019702003646号