

 手机资讯
手机资讯 官方微信
官方微信
摘要:通过用CVD金刚石薄膜涂层刀具切削加工SiC颗粒增强铝基复合材料的试验,研究了切削参数、刀具材料、刀具几何参数和工件材料对CVD金刚石薄膜涂层刀具磨损的影响规律,同时研究了SiCp/Al复合材料的切削加工性能。
1 引言
SiCp/Al复合材料是一种刚性颗粒增强型金属基复合材料,由于它具有比强度和比刚度高、线膨胀系数小、尺寸稳定性好、耐磨耐热性好、可重熔性好以及价格低廉等优点,很适合制作耐磨、耐热、强度高、重量轻的零部件(如发动机活塞、车辆刹车器等),因此在航空、航天、汽车、摩托车、仪器仪表、兵器等工业领域有很大的应用潜力。该材料中由于加入了高强度的硬脆SiC陶瓷颗粒,极大地提高了基体材料的力学性能,并且具有复合材料宏观各向同性。但同时也给切削加工带来了很大的困难,使得切削SiCp/Al复合材料时刀具的磨损率大,加工精度和表面质量难以保证。
研究表明,采用高速钢和硬质合金刀具加工此类材料的效果都很差,聚晶金刚石刀具和金刚石厚膜刀具加工此类材料的效果虽然比较好,但刀具成本过高。而CVD金刚石薄膜涂层刀具制造工艺简单,成本低廉,在高硅铝合金等耐磨材料及有色金属材料的加工中已得到广泛应用,本文将探讨其对切削加工SiCp/Al复合材料的适应性。
2 CVD金刚石薄膜涂层刀具及其特性
CVD金刚石薄膜涂层刀具是通过化学气相沉积(ChemicAlVapor Deposition,CVD)法在硬质合金、陶瓷等刀具材料基体上沉积一层极薄(50µm 以下)的金刚石膜制成的刀具。金刚石薄膜材料具有单晶金刚石优良的热力学性能(如极高的硬度、高导热性、低摩擦系数和低膨胀系数等),因而CVD金刚石薄膜涂层刀具亦具有很高的耐磨性和良好的韧性,已成为加工有色金属及其合金、非金属硬脆材料、高硅铝、高耐磨材料等难加工材料的首选刀具之一。
3 切削试验
试验刀具采用广州有色金属研究院研制的CVD金刚石薄膜刀具:基体为YG6;采用直流等离子射流CVD法涂层,反应气体为甲烷、氢气、氩气的混合气体;涂层之前进行脱钴、脱碳等基体表面处理。涂层工艺参数为:气压5~20kPa,Ar 流量为3l/min,H2流量为6l/min,CH4为120SCCM,温度为800~8500℃,有偏压,沉积时间为1.5h。
3.1 试验条件
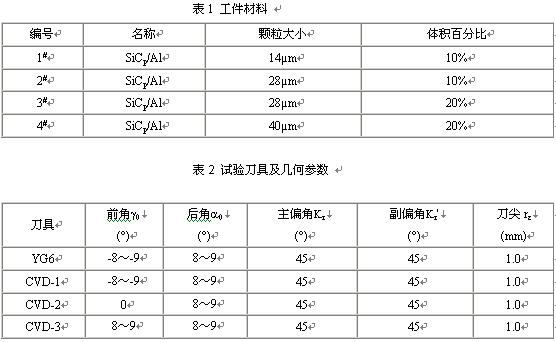
1) 工件材料及试验刀具 试验采用的工件材料为编号1#~4#的不同颗粒和体积百分比的SiCp/Al材料(见表1);试验用刀具为硬质合金YG6和CVD金刚石薄膜刀具(分别标记为CVD-1、CVD-2、CVD-3),各种刀具的几何参数见表2。
2) 试验设备、仪器及测量参数 ·试验机床:CM6140普通卧式车床; ·测量仪器:工具显微镜;测量参数:刀具后刀面(刀尖处)磨损值VC。
3.2 试验结果与分析
1) 切削参数对刀具磨损的影响 试验证明,用CVD金刚石薄膜涂层刀具加工SiCp/Al复合材料时,不同的切削参数(vc,ap,f)与VC值关系密切。随着进给量f的增加,后刀面磨损值VC值明显变小。这是由于在其它切削参数不变的条件下,进给量f越大,切削厚度hD越厚,切屑对后刀面的研磨作用越弱。当其它切削参数不变时,随着切削深度ap的增加,VC值虽然有所增大,但其变化不明显。这是因为在其它切削参数不变时,切削深度ap越大,切削层的截面积越大,切屑对后刀面的研磨作用不严重。在其它切削参数不变时,随着切削速度vc的增加,VC值明显增大,刀具磨损严重。其原因在于切削速度vc越高,相同时间内切削路程就越长,从而对后刀面的磨损越严重。 根据试验结果可知,用CVD刀具加工SiCp/Al复合材料时,切削速度vc越高,切削深度ap越大,进给量f越小,刀具后刀面磨损值VC就越大。
2) 刀具材料对刀具磨损的影响
分别采用YG6和CVD-1刀具对3#材料进行切削加工,所得的刀具后刀面磨损值VC与加工时间t的关系曲线如图1所示。
由图可以看出,YG6的后刀面磨损VC值是金刚石薄膜涂层刀具CVD-1的VC值的1.5~2.0倍。这是由于SiCp/Al复合材料中硬质相SiCp的硬度高于硬质合金,因此使YG6刀具遭受严重的磨料磨损;而金刚石薄膜刀具CVD-1具有极高的硬度、高耐磨性、低摩擦系数和高热导率,故在加工SiCp/Al复合材料时,其磨损量大大小于YG6刀具的磨损量。
3) 刀具前角对刀具磨损的影响
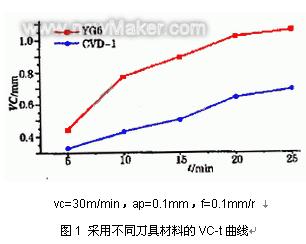
分别采用正前角、负前角及零度前角的CVD-1~3刀具加工2#材料,得到的后刀面磨损VC值与加工时间t的关系曲线如图2所示。
由图可见,刀具前角对CVD刀具的磨损有重要影响。在试验中发现,采用-8°~-9°前角的CVD刀具抗磨损能力明显优于0°前角和+8°~+9°前角的CVD刀具,其原因在于:在采用-8°~-9°前角时,虽然切削时产生较大的切削力且引起排屑不畅,但刀刃和刀尖耐冲击性较好;而在0°前角和+8°~+9°前角的情况下,由于刀具刀尖楔角较小,切削刃更易崩碎,从而使后刀面磨损加剧。
4) 工件材料对刀具磨损的影响 采用CVD-1刀具分别对SiCp含量与粒度不同的1#~3#材料进行切削加工,所得刀具后刀面磨损VC值与加工时间t的关系曲线如图3所示。
由图可以看出,复合材料中SiCp的含量与粒度对刀具磨损的影响最大,这与其它一些文献的结论是一致的。复合材料中SiCp含量越高(或粒度越粗),不仅对普通刀具,同时对CVD金刚石薄膜涂层刀具后刀面的研磨和擦伤作用也越强。
4 结论
用CVD金刚石薄膜涂层刀具加工SiCp/Al复合材料时,切削参数的选择与刀具后刀面的磨损程度有密切关系。切削速度vc越高,切深ap越大,进给量f越小,则刀具后刀面的磨损值就越大。这一点与CVD刀具加工传统材料时的规律一致。
用CVD金刚石薄膜涂层刀具加工SiCp/Al复合材料时,工件材料中SiCp含量越高,颗粒粒度越粗,工件材料的切削性能就越差,对刀具的磨损就越大。
用CVD金刚石薄膜涂层刀具加工SiCp/Al复合材料,当采用适当大小的负前角(-8°~-11°)时,刀具的耐磨性好于采用零度前角和正前角的刀具。









 豫公网安备41019702003646号
豫公网安备41019702003646号