摘要 申请号:201610487544.4申请人:大连理工大学发明人:金洙吉王春辉史双佶安润莉摘要:本发明属于金刚石砂轮修整领域,提供一种粗磨粒金刚石端面砂轮的修整方法。该修整方法包括:...
申请号:201610487544.4
申请人:大连理工大学
发明人:金洙吉 王春辉 史双佶 安润莉
摘要:本发明属于
金刚石砂轮修整领域,提供一种
粗磨粒金刚石端面砂轮的
修整方法。该修整方法包括:1)制备W‑Mo‑Cr合金材料作为修整工具;2)将修整工具安装在主轴上;将粗磨粒金刚石端面砂轮安装在夹具上,粗磨粒金刚石端面砂轮与修整工具接触;夹具一侧与弹簧加载装置固定连接,弹簧加载装置用于给粗磨粒金刚石端面砂轮施加压力;弹簧加载装置下部与十字导轨连接安装完成;3)调试装置;4)设定压力和主轴转速,缓慢加载压力和主轴转速,当压力和主轴转速达到设定值时,进行电镀金刚石端面砂轮的修整。本发明采用干磨修整的方式,更容易积聚热量,快速改善粗磨粒金刚石端面砂轮表面磨粒等高性的目的,提高金刚石磨粒的修整效率。
主权利要求:1.一种粗磨粒金刚石端面砂轮的修整方法,其特征在于,该修整方法包括以下步骤:第一步,制备修整工具将Mo、W和Cr粉末按原子比70:29:1进行配比,通过机械合金化法制备合金粉末,合金粉末经过热压固相烧结法制备合金材料,再将合金材料抛光、清洗得到修整工具(4);第二步,安装装置将修整工具(4)安装在主轴(5)上,主轴(5)与伺服控制系统连接,伺服控制系统控制主轴(5)旋转;将粗磨粒金刚石端面砂轮(3)安装在夹具(2)上,粗磨粒金刚石端面砂轮(3)与修整工具(4)接触;夹具(2)一侧与弹簧加载装置(1)固定连接,弹簧加载装置(1)用于给粗磨粒金刚石端面砂轮施加压力,保证粗磨粒金刚石端面砂轮(3)与修整工具(4)稳定有效接触;弹簧加载装置(1)下部与十字导轨连接,十字导轨用于控制工作台前后左右移动,安装完成;第三步,调试装置主轴(5)缓慢加载转速和压力,以较小转速运转,同时加载较小压力,观察装置稳定性;若出现振动现象,则停机进行手动调试,保证粗磨粒金刚石端面砂轮(3)与修整工具(4)接触面平行;若未出现振动现象,进行下一步;所述的较小转速为800-1000rpm,所述的较小压力为5-10N;第四步,修整粗磨粒金刚石端面砂轮设定压力和主轴转速,缓慢加载压力和主轴转速,当压力和主轴转速达到设定值时,进行电镀金刚石端面砂轮的修整,修整时间20-40min;所述的主轴转速为8000-10000rpm;所述的压力为40-50N。
2.根据权利要求1所述的一种粗磨粒金刚石端面砂轮的修整方法,其特征在于,其特征在于,所述的Mo、W和Cr粉末的纯度为99.9%、 粒度为-300目。
3.根据权利要求1或2所述的一种粗磨粒金刚石端面砂轮的修整方法,其特征在于,所述的工作台的移动精度为±1μm;所述的弹簧加载装置 (1)的精度为±1N。
① 凡本网注明"来源:超硬材料网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:超硬材料网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非超硬材料网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020


 手机资讯
手机资讯 官方微信
官方微信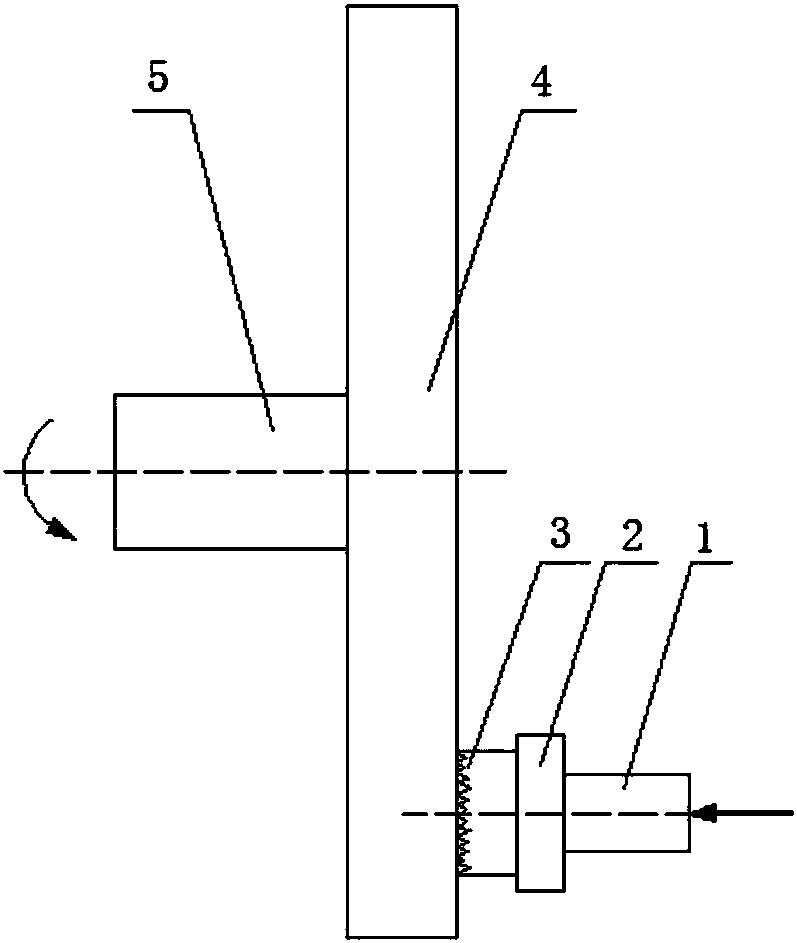









 豫公网安备41019702003646号
豫公网安备41019702003646号