

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610994908.8申请人:哈尔滨工业大学发明人:王金虎郭兵赵清亮张春雨杨冰顾兴士摘要:一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,本发明涉及球头砂轮精密修整...
申请号:201610994908.8申请人:哈尔滨工业大学
发明人:王金虎 郭兵 赵清亮 张春雨 杨冰 顾兴士
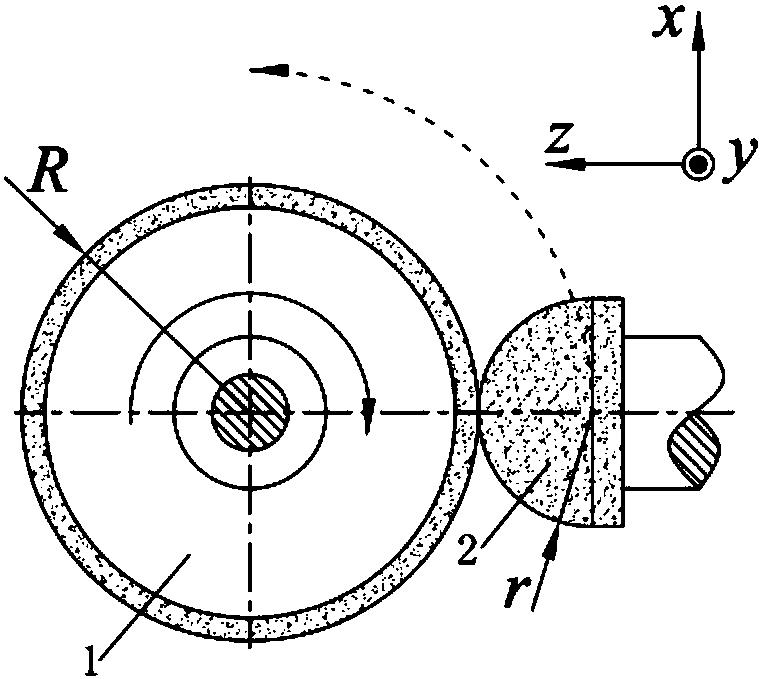
摘要: 一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,本发明涉及球头砂轮精密修整方法。本发明是要解决球头砂轮修整成本高,且难以获得较高的面型精度和尺寸精度的问题而提出的一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法。该方法基于碟片形电镀金刚石修整轮磨损量低的特点,设定修整轨迹实现球头砂轮的在位修整,通过对初步修整后球头砂轮面形轮廓的检测及双圆弧拟合得到面形误差方向及大小,最后在精密修整阶段对误差进行补偿,从而修整出表面为标准球面且目标半径为r的球头砂轮,本发明应用于球头砂轮精密修整领域。
2.根据权利要求1所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤一所述修整轮为碟片形电镀金刚石砂轮,粒径可选90~300μm。
3.根据权利要求1或2所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤一所述球头砂轮为树脂结合剂金刚石砂轮,粒径1~60μm。
4.根据权利要求3所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤二中粗对刀,确定修整轮和球头砂轮的位置关系,确定修整运动起始点位置(x0,y0,z0)具体过程为:首先确定球头砂轮轴向最高点位在y方向的位置:沿y方向调整修整轮相对球头砂轮的位置,使球头砂轮轴向最高点位于碟片形修整轮上下底面之间的任意y方向位置坐标为y0;在y0位置上,沿x方向移动修整轮,z方向移动球头砂轮,分别在x轴正方向与x轴负方向相同的z坐标位置上使修整轮与球头砂轮表面接触,记录两次对应的x轴坐标x0r和x0l,则确定修整轮回转轴线与球头砂轮回转轴线相交的x0位置坐标为:x0=(x0r+x0l)/2在x0和y0位置上,沿z方向移动球头砂轮,使球头砂轮与修整轮表面接触,记z轴方向的坐标为z0。
5.根据权利要求1、2或4所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤三所述机床x轴和z轴联动进行圆弧插补对球头砂轮进行修整采用的半圆形修整轨迹方程为: 其中,θ为球头砂轮中心与修整轮中心的连线与z轴的夹角。
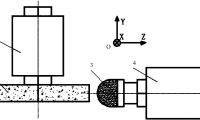
6.根据权利要求1、2或4所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤四中粗修整后,基于双圆弧拟合方法对球头砂轮的面型误差进行计算得到x方向对刀的偏心误差Δx以及球头砂轮的半径误差Δr具体过程为:步骤四一、在y方向和x方向上调整激光测微仪位置,使发射激光光束与球头砂轮回转轴线重合;移动x轴使激光测微仪在x负方向偏移球头砂轮回转轴线距离为l作为扫描起始点A,其中: l ≤ 2 r d - d 2 式中,d为激光测位仪量程,r为球头砂轮目标半径;激光测微仪向x轴正方向扫描2l距离检测修整后的球头砂轮面形轮廓ABC,B点位球头砂轮轴向最高点,C点位扫描终止点;步骤四二、在测量所得轮廓AB段中任意截取DE段进行圆弧拟合,得到拟合圆心Ol的位置坐标(xl,yl)和圆弧半径rl;在测量所得轮廓BC段中任意截取GF段进行圆弧拟合,得到拟合圆心Or的位置坐标(xr,yr)和圆弧半径rr;步骤四三、根据x方向对刀误差引入的偏心差值Δx=xr-xl判断:当Δx>0时表明修整轮没有修整到球头砂轮中心即未到心,当Δx<0时表示修整轮超过了球头砂轮中心即过心;步骤四四、计算球头砂轮的半径误差Δr,即实际修整得到的砂轮半径rl=rr与球头砂轮目标半径为r的偏差,球头砂轮的半径误差值为Δr=r-rl。
7.根据权利要求6所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤五中根据偏心差值Δx修正修整运动的起始位置为(x0+Δx,y0,z0),修整出的球头砂轮表面为标准的球面,具体为:在x方向,引入的偏心差值Δx修正修整运动起始点位置(x0,y0,z0),即(x0,y0,z0)位置修改为(x0+Δx,y0,z0),则使修整出的球头砂轮表面为标准的球面。
8.根据权利要求1、2、4或7所述一种基于双圆弧拟合误差补偿的球头砂轮精密修整方法,其特征在于:步骤五中根据球头砂轮的半径误差值Δr修正修整轨迹半径R+Δr+r,得到目标半径为r的球头砂轮,具体为:将球头砂轮的半径误差值Δr补偿到修整轮的半径中,重新代入修整轨迹公式,且将x轴和z轴圆弧插补半径改为R+Δr+r,通过补偿得到目标半径为r的球头砂轮。









 豫公网安备41019702003646号
豫公网安备41019702003646号