

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610318045.2申请人:哈尔滨工业大学发明人:郭兵赵清亮王金虎张春雨顾兴士摘要:基于绿碳化硅碟片的金刚石球头砂轮精密在位修整装置及方法,本发明涉及金刚石球头砂轮...
申请号:201610318045.2申请人:哈尔滨工业大学
发明人:郭兵 赵清亮 王金虎 张春雨 顾兴士
摘要:基于绿碳化硅碟片的金刚石球头砂轮精密在位修整装置及方法,本发明涉及金刚石球头砂轮的在位精密修整装置及方法。本发明的目的是为了解决现有金刚石球头砂轮磨削加工后工件的加工精度低、成本高、不易于实现、通用性弱的问题。基于绿碳化硅碟片的金刚石球头砂轮精密在位修整装置由绿碳化硅碟片、修整主轴和磨削主轴组成;所述绿碳化硅碟片安装在修整主轴上,绿碳化硅碟片和修整主轴同轴心设置,修整主轴的轴线与磨削主轴的旋转轴线相互垂直。本发明用于精密机械加工领域。
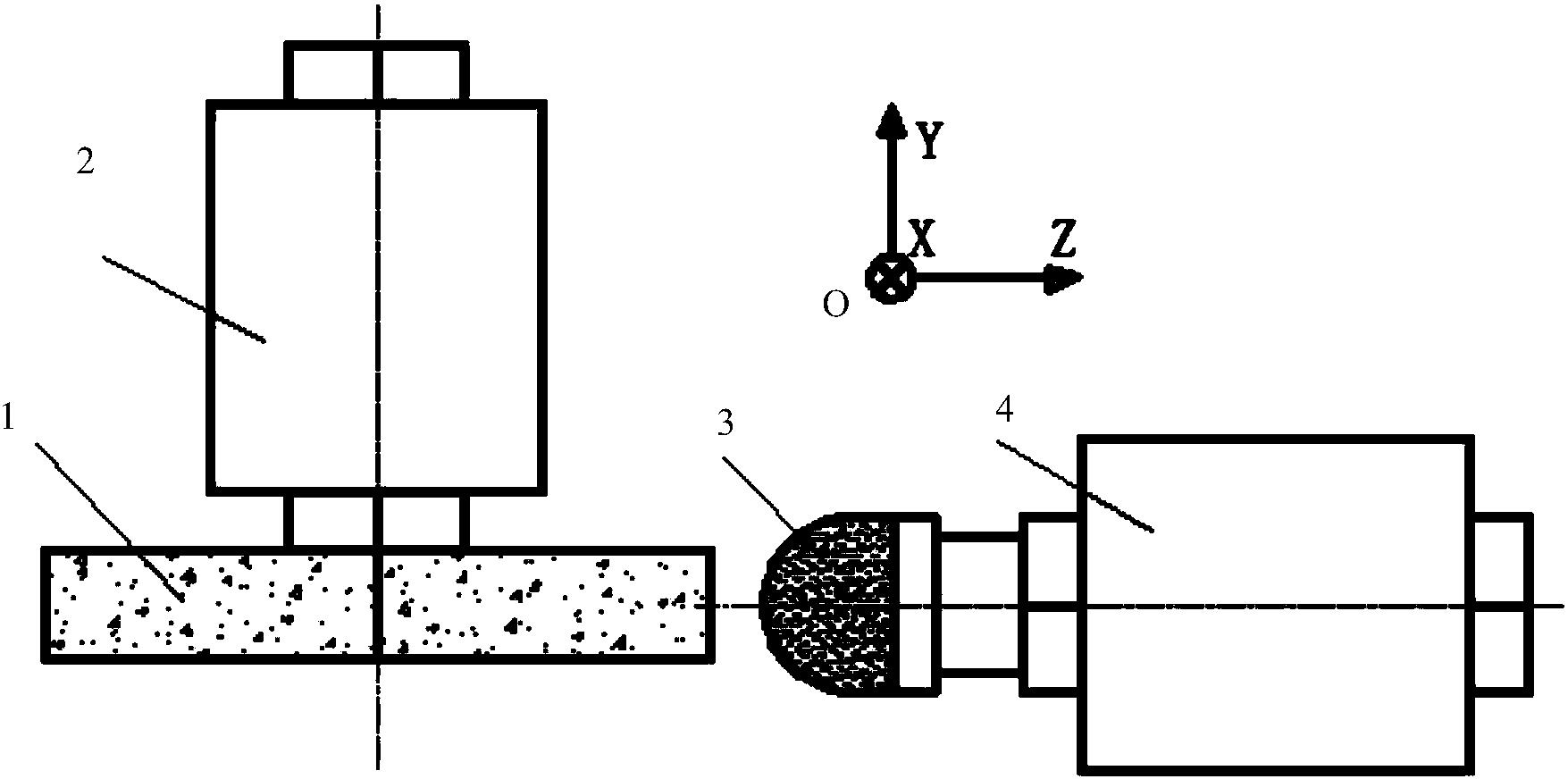
2.基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其特征在于:基于绿碳化 硅碟片的金刚石球头砂轮精密在位修整方法具体是按照以下步骤进行的:步骤一、在修整前将金刚石球头砂轮(3)安装在磨削主轴(4)上,使金刚石球头砂轮(3) 和磨削主轴(4)同轴心设置,将安装绿碳化硅碟片(1)的修整主轴(2)和安装金刚石球头砂 轮(3)的磨削主轴(4)之间的距离进行调整,使修整主轴(2)的轴线与磨削主轴(4)的旋转轴 线相互垂直;步骤二、使用激光测微仪测定绿碳化硅碟片(1)和金刚石球头砂轮(3)的初始外形尺 寸,开始设定绿碳化硅碟片(1)和金刚石球头砂轮(3)之间的距离为10-20μm,然后采用预修 整参数使绿碳化硅碟片(1)按预修整的半圆形修整轨迹方程绕金刚石球头砂轮(3)做相对 运动,每完成一次上述相对运动后,金刚石球头砂轮(3)进行一次进给,绿碳化硅碟片(1)与 金刚石球头砂轮(3)接触后相互磨损从而实现金刚石球头砂轮(3)的预修整,当金刚石球头 砂轮(3)表面完全被修到后预修整过程结束;步骤三、再次使用激光测微仪测定绿碳化硅碟片(1)和金刚石球头砂轮(3)的外形尺 寸,与初始外形尺寸做差,计算获得绿碳化硅碟片(1)的磨损体积W1和金刚石球头砂轮(3) 的磨损体积W3,计算绿碳化硅碟片(1)在修整金刚石球头砂轮(3)时的修整比N;步骤四、将绿碳化硅碟片的修整比N计入预修整的半圆形修整轨迹,重新设置修整补偿 轨迹;使绿碳化硅碟片(1)按照重新设置修整补偿轨迹绕金刚石球头砂轮(3)做相对运动进 行精修整,精修整参数与预修整参数相同;完成一次精修整后,使金刚石球头砂轮(3)沿修 整主轴(2)的轴线移动0.5mm,然后再按照修整补偿轨迹进行下次修整,直至金刚石球头砂 轮(3)的待修整表面全部完成精修整。
3.根据权利要求2所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其特 征在于所述步骤一中绿碳化硅碟片(1)直径为60-120mm,厚度为10-30mm。
4.根据权利要求2或3所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其 特征在于所述步骤一中金刚石球头砂轮(3)球头直径为10mm-50mm。
5.根据权利要求4所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其特 征在于所述步骤一中金刚石球头砂轮(3)为树脂基金刚石砂轮或金属基金刚石砂轮。
6.根据权利要求2、3或5所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法, 其特征在于所述步骤一中将安装绿碳化硅碟片(1)的修整主轴(2)和安装金刚石球头砂轮 (3)的磨削主轴(4)之间的距离设置为大于金刚石球头砂轮(3)的半径与绿碳化硅碟片(1) 的半径之和。
7.根据权利要求6所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其特 征在于所述步骤二中预修整参数为:金刚石球头砂轮(3)转速为1500rpm、绿碳化硅碟片(1) 转速为5000rpm、修整深度为5μm、进给速率为10mm/min。
8.根据权利要求2、3、5或7所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方 法,其特征在于所述步骤二中预修整的半圆形修整轨迹方程为: X = ( R c + r ) c o s θ Y = 0 Z = ( R c + r ) s i n θ - - - ( 1 ) 其中,-90°≤θ≤0°,Rc为绿碳化硅碟片(1)的初始半径,r为金刚石球头砂轮(3)的目标 半径,θ为极角,X为X轴,在XOZ平面内与磨削主轴(4)的旋转轴线垂直,Y为Y轴,在在XOY平面 内与X轴垂直,Z为Z轴,Z轴空间垂直于X轴和Y轴。
9.根据权利要求8所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整方法,其特 征在于所述步骤三中修整比N为:N=W3/W1 (2)。
10.根据权利要求2、3、5、7或9所述基于绿碳化硅碟片的金刚石球头砂轮精密在位修整 方法,其特征在于所述步骤四中修整补偿轨迹为: X = ( 1 - a p / R n N ) ( R n + r ) c o s θ Y = Σ i = 0 n ( 0.5 n ) Z = ( R n + r ) s i n θ - - - ( 3 ) 其中,-90°≤θ≤0°,n为修整次数,为正整数;Rn为第n次修整时的绿碳化硅碟片(1)半 径;ap为修整深度。








 豫公网安备41019702003646号
豫公网安备41019702003646号