

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610328815.1申请人:燕山大学发明人:陈俊云;靳田野&
申请号: 201610328815.1
申请人: 燕山大学
发明人: 陈俊云; 靳田野
摘要: 一种纳米孪晶立方氮化硼微车削刀具的精密加工方法,其主要是:将nt cBN块材焊在刀杆上,采用飞秒激光对其外形轮廓进行粗加工;再对nt cBN块材两个侧面及前面进行切割加工,使其具备微切削刀具的基本外形轮廓;对微刀具胚材进行FIB精细铣削加工,利用4自由度移动平台以及智能FIB铣削系统对刀具胚材的四个平面进行精密加工,平面加工先后顺序为刀具侧面、后刀面和前刀面;刀具整体形貌加工完成后,对刀具后刀面和前刀面切削刃进行再次修锐。本发明不受刀具机械性能的限制,能够对超硬nt cBN块材进行高效、高质量加工,且粗加工过程有效地降低了FIB铣削时的材料去除余量,提高了加工效率;加工出的微车削刀具表面粗糙度低,刀具刃口极为锋利。
申请人: 燕山大学
发明人: 陈俊云; 靳田野
摘要: 一种纳米孪晶立方氮化硼微车削刀具的精密加工方法,其主要是:将nt cBN块材焊在刀杆上,采用飞秒激光对其外形轮廓进行粗加工;再对nt cBN块材两个侧面及前面进行切割加工,使其具备微切削刀具的基本外形轮廓;对微刀具胚材进行FIB精细铣削加工,利用4自由度移动平台以及智能FIB铣削系统对刀具胚材的四个平面进行精密加工,平面加工先后顺序为刀具侧面、后刀面和前刀面;刀具整体形貌加工完成后,对刀具后刀面和前刀面切削刃进行再次修锐。本发明不受刀具机械性能的限制,能够对超硬nt cBN块材进行高效、高质量加工,且粗加工过程有效地降低了FIB铣削时的材料去除余量,提高了加工效率;加工出的微车削刀具表面粗糙度低,刀具刃口极为锋利。
主权利要求
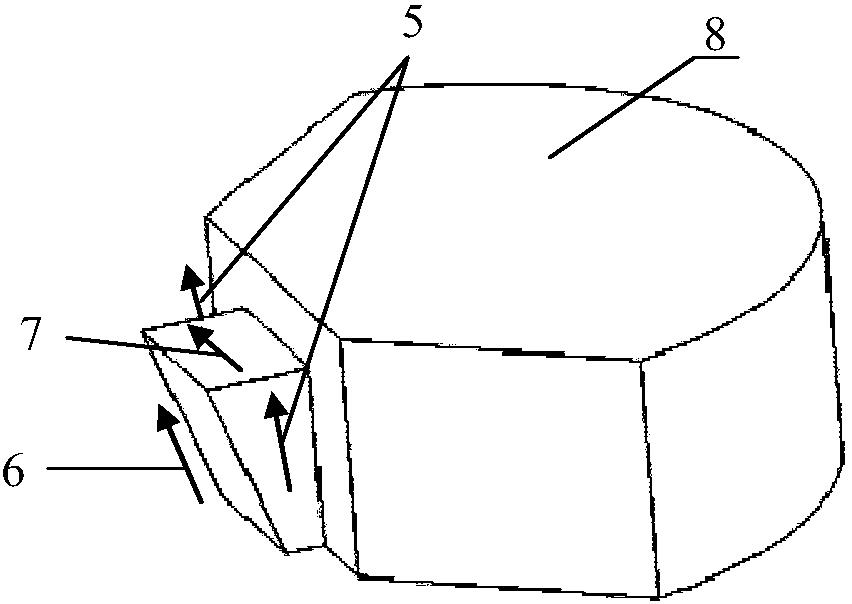
1.一种纳米孪晶立方氮化硼微车削刀具的精密加工方法,其特征在于:1)将圆柱形nt-cBN块材焊在刀杆上,使用飞秒激光对块材进行平面减薄,即采用飞秒激光对其外形轮廓进行粗加工;采用低功率飞秒激光光束在nt-cBN块材上进行X、Y轴方向进给,进行平面减薄;并重复加工,直到材料厚度小于250μm;2)采用较高功率(60mW)飞秒激光光束分别对nt-cBN块材两个侧面及前面进行切割加工,使其最终体现出微切削刀具的基本外形轮廓及后刀面,初始刀尖角80°;3)对微刀具胚材进行FIB精细铣削加工,利用4自由度移动平台以及智能FIB铣削系统对刀具胚材的四个平面进行精密加工,其中包括前刀面、后刀面以及两个刀具侧面,其中,前、后刀面刀具角度根据技术指标要求加工,两个刀具侧面垂直于水平线,平面加工先后顺序为刀具侧面、后刀面和前刀面;4)刀具整体形貌加工完成后,采用低电流离子束重复对刀具后刀面和前刀面切削刃进行再次修锐,使其刃口钝圆半径进一步减小,切削刃更加锋利。
1.一种纳米孪晶立方氮化硼微车削刀具的精密加工方法,其特征在于:1)将圆柱形nt-cBN块材焊在刀杆上,使用飞秒激光对块材进行平面减薄,即采用飞秒激光对其外形轮廓进行粗加工;采用低功率飞秒激光光束在nt-cBN块材上进行X、Y轴方向进给,进行平面减薄;并重复加工,直到材料厚度小于250μm;2)采用较高功率(60mW)飞秒激光光束分别对nt-cBN块材两个侧面及前面进行切割加工,使其最终体现出微切削刀具的基本外形轮廓及后刀面,初始刀尖角80°;3)对微刀具胚材进行FIB精细铣削加工,利用4自由度移动平台以及智能FIB铣削系统对刀具胚材的四个平面进行精密加工,其中包括前刀面、后刀面以及两个刀具侧面,其中,前、后刀面刀具角度根据技术指标要求加工,两个刀具侧面垂直于水平线,平面加工先后顺序为刀具侧面、后刀面和前刀面;4)刀具整体形貌加工完成后,采用低电流离子束重复对刀具后刀面和前刀面切削刃进行再次修锐,使其刃口钝圆半径进一步减小,切削刃更加锋利。








 豫公网安备41019702003646号
豫公网安备41019702003646号