

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510169130.2申请人:北京安泰钢研超硬材料制品有限责任公司安泰科技股份有限公司发明人:徐良刘一波刘少华罗晓丽摘要:本发明属于超硬材料工具制造技术领域,公开了一...
申请号:201510169130.2申请人:北京安泰钢研超硬材料制品有限责任公司 安泰科技股份有限公司
发明人:徐良 刘一波 刘少华 罗晓丽
摘要:本发明属于超硬材料工具制造技术领域,公开了一种用于蓝宝石掏棒的金刚石套料钻头及其制备方法,金刚石套料钻头包括:接头,安装在所述蓝宝石掏棒机的主轴上;钻管,呈筒状,所述钻管的底端与所述接头连接;和金刚石刀头,呈环状且一体成型,所述金刚石刀头的底端通过激光焊接与所述钻管的顶端连接以使所述钻管和所述金刚石刀头形成中空腔体。金刚石套料钻头的制备方法包括:金刚石刀头粗加工制备步骤,焊接步骤,精加工制备步骤。本发明通过上述方案实现了提高金刚石刀头与钻管的同心度。
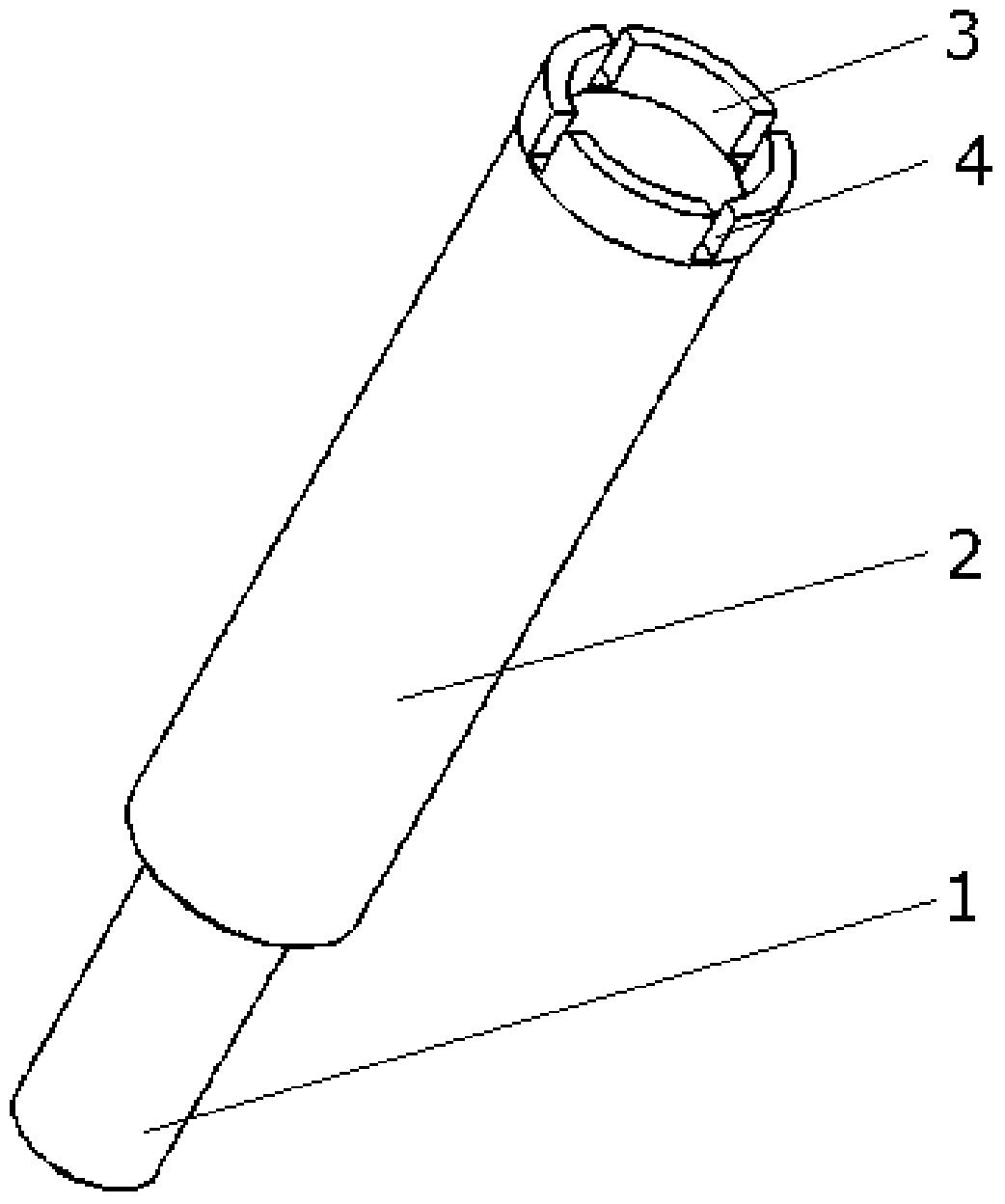
2.根据权利要求1所述的金刚石套料钻头,其特征在于,所述金刚石刀 头的环形底端面上设置有环形焊接台阶,所述环形焊接台阶的外径与所述钻 管内径过盈配合并通过激光焊接的方式连接,以保证所述钻管和所述金刚石 刀头的同心度最小。
3.根据权利要求1所述的金刚石套料钻头,其特征在于,所述金刚石刀 头包括:在所述金刚石刀头的底端指向所述金刚石刀头的顶端的方向上依次 设置的过渡层和工作层; 所述过渡层按重量份计由以下原料组成:35-71份的铁粉末,15-42份的 铜粉末和3-12份的钴粉末; 所述工作层按重量百分比计由以下原料组成:40-75%的金属粉末和 25-60%的金刚石,其中,所述金属粉末按重量份计由以下原料组成:12-35 份的铁粉末,18-34份的钴粉末,34-62份的铜粉末,2-5份的锡粉末。
4.根据权利要求3所述的金刚石套料钻头,其特征在于,自所述金刚石 刀头的顶端向所述金刚石刀头底端方向在所述金刚石刀头上均匀开有多个水 槽,所述水槽的深度小于等于所述工作层的高度。
5.一种用于蓝宝石掏棒的金刚石套料钻头的制备方法,所述金刚石套料 钻头包括:由下至上依次连接的接头、钻管和金刚石刀头,其特征在于,所 述制备方法包括: 金刚石刀头粗加工制备步骤,制备出金刚石刀头毛坯; 焊接步骤,将所述钻管和所述接头焊接在一起,将所述金刚石刀头毛坯 和所述钻管激光焊接在一起,形成金刚石套料钻头毛坯; 精加工制备步骤,对所述金刚石套料钻头毛坯的金刚石刀头毛坯进行修 磨和开刃处理以及成品检测,得到金刚石套料钻头。
6.根据权利要求5所述的制备方法,其特征在于,所述金刚石刀头粗加 工制备步骤包括: 金刚石刀头胎体粉制备子步骤,按照重量份计将35-71份的铁粉末,15-42 份的铜粉末和3-12份的钴粉末进行混料,得到所述金刚石刀头的过渡层的胎 体粉;按照重量百分比计将40-75%的金属粉末和25-60%的金刚石进行混料, 得到所述金刚石刀头的工作层的胎体粉,其中,所述金属粉末的成分按重量 份计为:12-35份的铁粉末,18-34份的钴粉末,34-62份的铜粉末,2-5份的 锡粉末; 烧结子步骤,将所述金刚石刀头的工作层的胎体粉和所述金刚石刀头的 过渡层的胎体粉填入模具中进行热压烧结,冷却后进行脱模处理,得到金刚 石刀头毛坯; 优选地,在所述金刚石刀头胎体粉制备子步骤中,原料铜粉末和铁粉末 预先进行了还原处理。
7.根据权利要求6所述的制备方法,其特征在于,在所述金刚石刀头胎 体粉制备子步骤中,在按照重量份计将35-71份的铁粉末,15-42份的铜粉末 和3-12份的钴粉末进行混料时还加入酒精,所述混料时间不少于4小时;在 按照重量百分比计将40-75%的金属粉末和25-60%的金刚石进行混料时还加 入甘油和酒精,所述混料时间不少于2小时; 优选地,在所述金刚石刀头胎体粉制备子步骤之后、所述烧结子步骤之 前还包括: 制粒子步骤,在所述金刚石刀头的工作层的胎体粉和所述金刚石刀头的 过渡层的胎体粉中分别加入粘结剂进行制粒,之后进行筛分以及烘干处理; 优选地,所述筛分后得到的工作层胎体粉和过渡层胎体粉的粒径不大于 0.7mm。
8.根据权利要求6所述的制备方法,其特征在于,在所述烧结子步骤中, 先将所述金刚石刀头的工作层的胎体粉装入所述模具,之后将所述金刚石刀 头的过渡层的胎体粉装入所述模具,所述热压烧结处理的烧结温度为 750-850℃,烧结压力为15-25MPa,保温时间为3-5min;优选地,所述冷却 是指将烧结后的模具放入保温砂箱内缓冷8h。
9.根据权利要求5所述的制备方法,其特征在于,所述焊接步骤中,将 所述金刚石刀头毛坯和所述钻管激光焊接在一起具体包括: 在所述金刚石刀头毛坯的与所述钻管连接的端面上沿所述金刚石刀头毛 坯的轴向加工出环形焊接台阶,所述环形焊接台阶装入所述钻管内空腔,且 所述环形焊接台阶外径与所述钻管内径过盈配合,之后通过激光焊接将所述 金刚石刀头毛坯焊接于所述钻管上。
10.根据权利要求5所述的制备方法,其特征在于,在所述焊接步骤和 所述精加工制备步骤之间还包括水槽加工步骤,在金刚石刀头毛坯的工作层 上沿所述金刚石刀头毛坯的轴向均匀切割出多个水槽,所述水槽的深度小于 等于所述工作层的高度。








 豫公网安备41019702003646号
豫公网安备41019702003646号