高速加工中心在技术上的发展为提高石墨电极的铣削加工效率和生产质量奠定了基础,特别是对形状复杂和具有薄壁特性的小型电极的铣削加工。在EDM模具加工中使用的石墨电极,需要采...
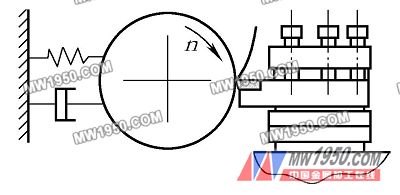

1.前言振动切削加工是20世纪60年代发展起来的一种先进制造技术,它通过在常规的切削刀具上施加高频振动,使刀具和工件发生间断性的接触,从而使传统切削模式发生了根本性的变...
因为材料本身会有应力,切割肯定是打破了原有应力平衡变形后达成了新的平衡,只是应力有大有小,变形也会大小不一,这如同一根竹片中间劈开,两半都弯,大半弯得少,小半弯得多。线...
线切割光洁度是由两个要素构成的,一是单次放电蚀除凹坑的大小,它的RZ通常是0.05μ~1。5μ之间,这对切割光洁度说是次要的。二是因换向造成的凸凹条纹,它的...
一、扩散法金属碳化物覆层技术介绍1、技术简介扩散法金属碳化物覆层技术是将工件置于特种介质中,经扩散作用于工件表面形成一层数微米至数十微米的金属碳化物层。该碳化物层具有极...
钻尖的修磨Kennametal公司的技术专家MikePlankey针对在柱面上钻孔提出几点意见。首先,可以在工件表面用中心钻钻孔定位,使钻孔有一个准确的开始点,另一个意...
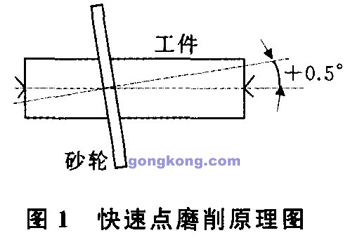


引言快速点磨削(quick—pointgrinding)工艺是由德国Junker公司于1994年开发的一种集CNC、CBN超硬磨料、超高速磨削三大先进技术于...
磨削是在磨床上用砂轮作为切削刀具对工件进行切削加工的方法。该方法的特点是:(1)由于砂轮磨粒本身具有很高的硬度和耐热性,因此磨削能加工硬度很高的材料,如淬硬的钢、硬质合...
摘要:电镀磨料法是制造超硬磨料工具的常用方法,电镀质量直接影响到电镀超硬磨料工具的寿命和使用性能,而电镀工艺是影响电镀质量的主要因素。文中首先对原有的电镀基础工艺中镀前...
(1)切削速度高:用DLS—F立方氮化硼复合片切削球墨冷硬铸铁,可以使用较高的切削速度。刀具几何参数为γ0=-3。,α0=8。,&k...
氮化硅陶瓷具有高硬度(HRA94)、高强度(抗弯强度为1050~1450MPa)、良好的自润滑性能、低摩擦系数及抗粘接性能。使用氮化硅陶瓷刀具车削冷硬合金铸铁有以下优点...
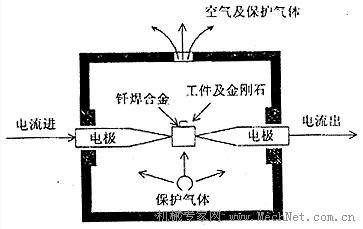
将单晶金刚石刀头牢固、可靠地装卡在刀杆上,是制造金刚石刀具的关键步骤,其装卡质量直接影响金刚石刀具的使用性能。目前常用的装卡方法主要有三种,即粘结法、镶嵌法和钎焊法。1...

1.引言由金刚石或立方氮化硼(CBN)磨料制作的超硬磨料砂轮,因其优良的磨削性能,已广泛用于磨削领域的各个方面。金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料的...



[摘要]根据提高电解磨削质量关键在于电解和机械作用合理匹配这一原则,提出了改善加工效果的相应措施,对采用恒流源的电解磨削机理进行了探讨,研制了小孔电解磨削的可调恒流脉冲...
曲轴止推面一个显著特点就是其接触面积比其他轴颈侧面大很多,各项精度要求也很高。目前,止推面磨削烧伤是曲轴生产中普遍存在的缺陷。曲轴是发动机中的重要零件之一。其形状特殊、...


 手机资讯
手机资讯 官方微信
官方微信



 豫公网安备41019702003646号
豫公网安备41019702003646号