

 手机资讯
手机资讯 官方微信
官方微信
引言
快速点磨削(quick—point grinding)工艺是由德国Junker公司于1994年开发的一种集CNC、CBN超硬磨料、超高速磨削三大先进技术于一体的高效率、高柔性先进加工工艺,主要用于轴类零件的加工。它采用薄层 CBN或人造金刚石超硬磨料砂轮,是新一代数控车削和超高速磨削的极佳结合,是目前超高速磨削最先进的技术形式之一[1]。快速点磨削技术已在国外汽车工业、工具制造业中得到应用。我国部分汽车制造企业目前也针对特定零件引进了这一工艺和相应设备,并取得了明显的效益。但由于国外对此项技术的垄断,国内企业并没有真正掌握其关键工艺技术,因而其应用领域很小。国内目前还不能生产配套砂轮及相关附件,全部设备依赖进口。国外有关快速点磨削的机理、规律、磨削质量控制及点磨削工艺等的系统理论与实验研究及相关技术信息也鲜见报道,因此该项新工艺的许多关键技术及理论、新的应用领域均有待于进一步开发和研究。
1 快速点磨削的技术特征
快速点磨削的磨削过程不同于一般意义上的超高速磨削,其技术特征如下:
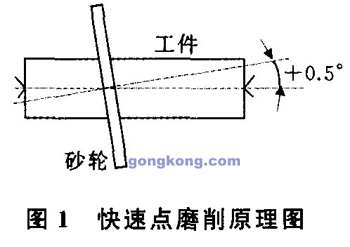
(1)在磨削工件外圆时,砂轮与工件轴线并不是始终处于平行状态,而是在水平方向旋转一定角度,以实现砂轮和工件在理论上的点接触,如图1所示。 Junker公司的数控快速点磨削机床,根据工作台进给方向及台肩方位,在垂直方向砂轮轴线与工件轴线的点磨变量角α为土0.5°[2] ,通过数控系统控制点磨变量角大小以及在X、Y方向的联动速度。
(2)快速点磨削砂轮采用超硬磨料CBN或人造金刚石超薄砂轮,厚度为4~6mm,砂轮安装采用三点定位安装系统快速完成,重复定位精度高,并可在机床上自动完成砂轮的动平衡。
(3)砂轮速度可达100~160m/s。为获得高磨除率,同时不使砂轮产生过大的离心力,工件也以高速相对旋转(Junker公司的点磨机床,其工件转速最高可达12000r/min),因此实际磨削速度是砂轮和工件两者速度的叠加,可达200~250m/s。
(4)与一般磨削方式不同,由于砂轮倾斜,故形成“后角”,在磨削外圆时,材料去除主要靠砂轮侧边完成,而周边起光磨作用
(5)Junker公司数控快速点磨削机床采用了多项专利技术[3] ,如砂轮三点定位安装系统、砂轮主轴电平衡自动控制系统、精密导轨系统及砂轮在线修整技术等,以保证机床的加工性能。
2 快速点磨削工艺特点
与一般的高速和超高速磨削方法相比较,快速点磨削砂轮与工件处于点接触状态(接触面积最小),实际磨削速度更高,磨削力大大降低,比磨削能小,磨削热少,同时切屑可带走大部分热量,冷却效果好,因此磨削温度大为降低,甚至可以实现“冷态”加工,提高了加工精度和表面质量,能够达到高精度磨削的表面加工质量和形状精度。由于磨削力极小,工件安装夹紧方便,特别适合刚性较差的细长轴加工,因无需使用工件夹头,可进行包括工件两端在内的整体加工。砂轮使用寿命长,最高磨削比可达到60000。砂轮修整率低。采用CNC两坐标联动进给,一次安装后可完成外圆、锥面、螺纹、台肩和沟槽等所有外形的加工,实现车磨合并,柔性大,加工精度高。机床利用率高达88%~95%,比传统的磨削方法高出3%~8%,生产效率比普通磨削提高6倍,大批量生产时加工成本低。数控快速点磨削技术也是数控车削技术发展进化的方向。由于磨削温度低、磨料及磨削液消耗少,该项技术符合绿色制造的发展趋势。
3 快速点磨削机理及应用研究
超高速磨削过程中,磨粒相对工件的速度已经接近于压应力在材料中的传播速度量级,使材料变形区域明显变小,消耗的切削能量更集中于磨屑的形成,使切除单位体积材料需要的能量更少;磨削热量也主要集中在磨屑,传人工件的热量比例减小[4] 。在超高速条件下,变形区材料应变率极高,相当于在高速绝热冲击条件下完成切削,使材料更易于磨除,并使难磨材料的磨削性能改善。因此超高速磨削具有如下突出的特点:①当单颗磨粒未变形,磨屑尺寸大小不变时,可以使用更高的磨削工艺参数,材料磨除率大大提高;②切深相同时,磨削力和比磨削能小,工件受力变形小;③超高速条件使单颗磨粒受力小,磨损少,能极大地延长砂轮寿命;④磨削表面粗糙度值会随砂轮速度的提高而降低,加之工件表面温度低,受力受热变质层很薄,表面加工质量高;⑤可以高效率地对硬脆材料实现延性域磨削,对高塑性和难磨材料也有良好的磨削表现。使用CBN磨料磨具的超高速磨削技术是先进制造的前沿技术[5-7] ,快速点磨削则是超高速磨削技术的进一步发展。除了具有上述特点外,快速点磨削技术还具备点磨削、薄砂轮、数控成形、磨削温度及磨削力更低等特点,因此在某些领域会有更好的应用。
3.l 难加工材料的快速点磨削性能分析
超高速外圆磨削加工中,接触层材料的变形速度取决于磨削速度。单个磨粒加工的特征时间为

式中l为磨削区动态接触弧长;v为实际磨削速度;ap为磨削深度;ds、vs分别为砂轮直径和砂轮速度;dw、vw分别为工件直径和工件速度;逆磨时取正号,顺磨时取负号。 式(1)表明磨粒在整个接触弧长上磨削过程极短。对快速点磨削来说,由于磨削深度和轴向进给量极小(磨削深度一般为 0.02~0.2mm),单颗磨粒的切削厚度及接触弧长更小,考虑速度的合成,实际磨削速度可高达200~250m/s,因此磨粒和切削层材料碰撞的特征时间更短,一般为10-6~10-5 S。磨削区接触层某点的应变率可表成该点应变ε对时间t的导数,由于点磨削接触弧长极小,接触层平均应变率等于磨削速度除以结构的变形区域尺寸,即,可用作用特征时间的倒数进行计算:

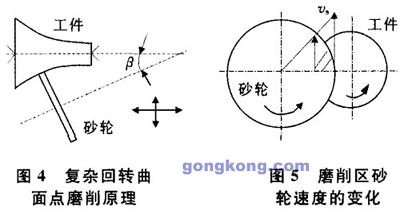
根据式(2),接触区平均应变率可高于10-5 S-l,如果忽略接触弧的曲率效应而仅考虑磨粒与材料碰撞点附近的局部变形区域,则磨粒与切削层的作用特征时间更为短暂,应变率可达 107~108S-l。根据表1[8] ,超高速磨削过程已属冲击或超速冲击载荷的力学行为,因此材料去除机制将发生很大变化。
一些高性能硬脆材料在工程中的应用日趋广泛,但改善这类材料的机械加工性能始终是一项技术难题。研究结果表明,脆性材料在超高速磨削条件下可以实现延性域磨削。由于快速点磨削过程中材料极高的应变率,材料变形层将产生高度局部化的绝热剪切和动态微损伤,应变率弱化效应对磨削过程,特别是对磨削力及材料去除机理的影响会更为显著,脆性材料不再完全以脆性断裂的形式产生磨屑,因此可实现对硬脆性材料的“延性”加工,从而大大提高硬脆性材料的磨削质量和加工效率。此外,由于金属话性高、热导率低等因素影响,镍基耐热合金、钛合金、铝合金等一些难磨材料在普通磨削条件下磨削加工性很差。快速点磨削的磨屑形成时间极短,切屑变形速度已接近静态塑性变形应力波的传播速度,由于塑性变形的滞后而使耕犁变形减小,材料变形区动态微损伤密度增加,这相当于材料塑性降低,切屑在弹性状态下去除,从而可实现延性材料的“脆性”加工,并可减小加工硬化倾向,降低表面粗糙度值和残余应力。根据波动方程,材料静态应力波速度可表示为

式中,ρ为材料密度;σ为材料变形层应力。
根据纯铝材料在静态条件下应力和应变关系(σ—ε)曲线,由式(3)可求得纯铝材料的静态塑性应力波速约为200m/s。
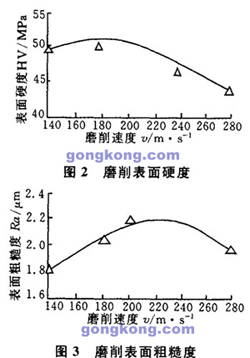
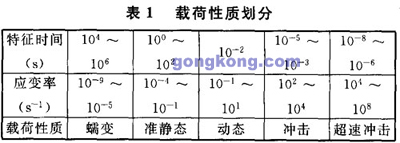
图2和图3为超高速磨削纯铝的实验结果[9] ,当磨削速度超过 200m/s时,表面硬化程度和表面粗糙度值开始减小,工件表面完整性得到改善,因为加载速度提高使得塑性应变点后移,增大了材料在弹性小变形阶段被去除的几率,从而在一定程度上实现了塑性材料的“脆性”加工。因此,塑性材料静态应力波速是实现“脆性”加工的临界点。快速点磨削可以实现更高的磨削速度,如果优化选择其他磨削工艺参数,对高韧性难磨材料也可获得良好的磨削加工性能。
基于以上分析,通过优化磨削工艺参数,快速点磨削可实现对脆性、韧性难磨材料的高质量磨削加工,因此应开展采用快速点磨削工艺磨削这类难加工材料的理论和实验研究,发挥其技术特点,扩大快速点磨削加工材料的范围。
3.2 复杂回转表面点磨削加工
快速点磨削目前主要用于轴类零件圆柱表面及沟槽的磨削加工。如一汽大众汽车有限公司采用该工艺磨削EAll3五气门系列发动机凸轮轴轴颈,大大提高了生产率及加工质量,效益显著。大批量生产中,复杂回转曲面精密加工的主要方法是砂轮成形磨削,但这对砂轮形状精度要求较高,磨削发热量大,加工质量不够稳定,砂轮修整过程复杂,工艺成本较高。根据超高速点磨削的技术特点,通过合理控制超薄砂轮轴线相对于工件轴线在水平方向的点磨变量角度β,结合X、Y轴的 CNC联动,利用超薄砂轮能够进人普通砂轮所不能进人的磨削区域,可以实现这类复杂回转曲面零件的点磨削加工(图4),从而简化这类零件的加工工艺,取得良好的经济效益。因此需要进一步开发在这一领域点磨削工艺,充分发挥快速点磨削技术性能,扩大快速点磨削加工几何形面的适用范围。
3.3 砂轮磨损机制
快速点磨削砂轮直径一般为350~400mm,金属基体周边上径向磨料层厚度以及砂轮宽度仅有4~6mm,磨削外圆表面时,由于点磨变量角的存在,根据磨削几何学关系,砂轮与工件母线理论上为点接触,接触区主要分布在靠近砂轮边缘并与砂轮侧边相重合的近似半椭圆区域。由于形成“后角”,材料的去除主要由砂轮的侧边完成,砂轮周边仅起类似车刀副切削刃的光磨作用,由于磨削区不同半径处砂轮侧边磨削速度、接触弧长和单颗磨粒切削厚度不同(图5),因此砂轮沿横向的磨损表现及砂轮修整方法与常规磨削存在一定区别。
根据对我国汽车制造企业应用快速点磨削工艺现状的调查结果,由于缺乏对超薄超硬磨料砂轮在快速点磨削条件下磨损机理的认识,砂轮的修整都是根据规定的加工工件数量、按一定的生产周期进行的,因此存在因砂轮修整过早而使超硬磨料损耗严重、超薄砂轮寿命降低,或因修整过晚而影响加工质量的现象。这是快速点磨削工艺目前存在的一项技术难题。与普通外圆磨削不同,砂轮主要是沿侧边磨损,为减小超硬磨料消耗、保证加工精度及工件尺寸的一致性,应进行合理有效的砂轮修整。因此需要研究和建立相应的砂轮磨损模型及砂轮侧边磨损量对磨削性能的影响规律,科学地评价砂轮磨损状态与磨钝标准,并以此为基础研究CBN点磨削超薄砂轮的修整理论和技术方法。
3.4 面向绿色制造的快速点磨削技术
在机械制造领域,磨削是对环境影响最大的一种加工工艺。磨料磨具本身的制造、磨削加工中的微粉污染、磨削加工所造成的能源及材料消耗,以及加工中大量使用的磨削液等都对环境和资源产生严重影响。我国是世界上磨料、磨具产量及消耗量的第一大国,超硬磨料制造成本较高,价格昂贵,因此大幅度提高磨削加工的绿色度意义重大[10]。快速点磨削具有磨削区域小、磨削力小、砂轮使用寿命长、磨削温度低、冷却方式简便。可实现少无磨削液的于式或准干式加工的特点,通过对点磨削热、比磨削能、磨削比、砂轮寿命及新型冷却系统等的理论和实验研究,开展面向绿色制造的快速点磨削技术的基础研究具有重要现实意义。
参考文献:
[1]蔡光起,冯宝富,赵恒华。磨削技术的最新进展.世界制造技术与装备市场,2003(1):16~19
[2]赵长明,刘万菊.数控快速点磨工艺及在一汽大众的应用.制造技术与机床,2004(7):67~68
[3]中国机床工具工业协会磨料磨具分会.CIMT2001磨料磨具评述.世界制造技术与装备市场,2001(4):24~27
[4]Rowe W B,Jln J.Temperatures In High EfficiencyDeep Grindng(HEDG).Annals of the CIRP,2001,50(l):205~208
[5]周志雄,邓朝晖,陈根余,等.磨削技术的发展及关键技术.中国机械工程,2000,11(l—2):186~189
[6]Hwang T W,Evans C J,Malkln S.An Investigation of High Speed Grinding with Electroplated Diamond Wheels.Annals of theCIRP,2000,49(l):245~248
[7]Yui A,Lee H S.Surface Grinding with Ultra High Speed CBN Wheel Journal of Materials Processing Technology,1996,62(9):393~396
[8]王礼立、余同希、李永池.冲击动力学进展.合肥:中科学技术大学出版社,1992
[9]Zhou Libo,Jun Shimizu,Akihito Muroya,et al.Material Removal Mechanism benyond Plastic Wave Propagation Rate.Precision Engineering,2003(27):109~116
[10]Xiu Shichao,CaiGuangqi,Li Changhe.Investlgation on Natures of Quick—point Grinding for Green Manufacturing.In:Ma Qinhai,Jiao R J,Tseng M M,et al eds.Proceedings of the 11th International Conference on Industrial Engineering and Engineering Management.Beijing:China Machine Press,2005
作者简介:修世赵,男,1958年生。东北大学机械工程与自动化学院副教授、博士研究生。研究方向为高效精密磨削技术与理论。发表论文30篇。乐先起,男,1947年生。东北大学先进制造与自动化技术研究所所长、教授、博士研究生导师。巩亚东,男,1958年生。东北大学机械工程与自动化学院教授、博士。李长河,男,1966年生。东北大学机械工程与自动化学院博士研究生。








 豫公网安备41019702003646号
豫公网安备41019702003646号