

 手机资讯
手机资讯 官方微信
官方微信
七、孔的精密加工
1.精细镗孔
精细镗与镗孔方法基本相同,由于最初是使用金刚石作镗刀,所以又称金刚镗。这种方法常用于材料为有色金属合金和铸铁的套筒零件孔的终加工,或作为珩磨和滚压前的预加工。精细镗孔可获得精度高和表面质量好的孔,其加工的经济精度为IT7~IT6,表面粗糙度值为Ra0.4~0.05μm。
目前普遍采用硬质合金YT30、YT15、YG3X或人工合成金刚石和立方氮化硼作为精细镗刀具的材料。为了达到高精度与较小的表面粗糙度值,减少切削变形对加工质量的影响,采用回转精度高、刚度大的金刚镗床,并选择切削速度较高(切钢为200m/min;切铸铁为100m/min;切铝合金为300m /min),加工余量较小(约0.2~0.3mm),进给量较小(0.03~0.08mm/r),以保证其加工质量。精细镗孔的尺寸控制,采用微调镗刀头,图7-27所示的是一种带游标刻度盘的微调镗刀,刀杆4上夹有可转位刀片5,刀杆4上有精密的小螺距螺纹,刻度盘3的螺母与刀杆4组成精密的丝杠螺母副。微调时,半松开夹紧螺钉7,转动刻度盘3,因刀杆4用键9导向,因此刀杆只能作直线移动,从而实现微调,最后将夹紧螺钉锁紧。这种微调镗刀的刻度值可达0.0025mm。
2.珩磨
珩磨是用油石条进行孔加工的一种高效率的光整加工方法,需要在磨削或精镗的基础上进行。珩磨的加工精度高,珩磨后尺寸公差等级为IT7~IT6,表面粗糙度值为Ra0.2~0.05μm。
珩磨的应用范围很广,可加工铸铁件、淬硬和不淬硬的钢件以及青铜等,但不宜加工易堵塞油石的塑性金属。珩磨加工的孔径为Φ5~Φ500mm,也可加工L/D>10的深孔,因此广泛应用于加工发动机的汽缸、液压装置的油缸以及各种炮筒的孔。
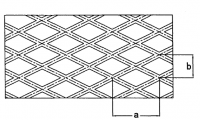
珩磨是低速大面积接触的磨削加工,与磨削原理基本相同。珩磨所用的磨具是由几根粒度很细的油石条组成的珩磨头。珩磨时,珩磨头的油石有三种运动:旋转运动、往复直线运动和施加压力的径向运动,如图7-28a所示。旋转和往复直线运动是珩磨的主要运动,这两种运动的组合,使油石上的磨粒在孔的内表面上的切削轨迹成交叉而不重复的网纹,如图7-28b所示。径向加压运动是油石的进给运动,施加压力愈大,进给量就愈大。
在珩磨时,油石与孔壁的接触面积较大,参加切削的磨粒很多,因而加在每颗磨粒上的切削力很小(磨粒的垂直载荷仅为磨削的1/50~1/100),珩磨的切削速度较低(一般在100m/min以下,仅为普通磨削的1/30~1/100),在珩磨过程中又施加大量的冷却液,所以在珩磨过程中发热少,孔的表面不易烧伤,而且加工变形层极薄,从而被加工孔可获得很高的尺寸精度、形状精度和表面质量。
为使油石能与孔表面均匀地接触,能切去小而均匀的加工余量,珩磨头相对工件有小量的浮动,珩磨头与机床主轴是浮动连接,因此珩磨不能修正孔的位置精度和孔的直线度,孔的位置精度和孔的直线度应在珩磨前的工序给予保证。
3.研磨
研磨也是孔常用的一种光整加工方法,需在精镗、精铰或精磨后进行。研磨后孔的尺寸公差等级可提高到IT6~IT5,表面粗糙度值为Ra0.1~0.008μm,孔的圆度和圆柱度亦相应提高。
研磨孔所用的研具材料、研磨剂、研磨余量等均与研磨外圆类似。
套筒零件孔的研磨方法如图7-29所示。图中的研具为可调式研磨棒,由锥度心棒和研套组成。拧动两端的螺母,即可在一定范围内调整直径的大小。研套上的槽和缺口,为在调整时研套能均匀地张开或收缩,并可存贮研磨剂。
研磨前,套上工件,将研磨棒安装在车床上,涂上研磨剂,调整研磨棒直径使其对工件有适当的压力,即可进行研磨。研磨时,研磨棒旋转,手握工件往复移动。
固定式研磨棒多用于单件生产。其中带槽研磨棒(如图7-30a)便于存贮研磨剂,用于粗研;光滑研磨棒(如图7-30b)一般用于精研。
壳体或缸筒类零件的大孔,需要研磨时可在钻床或改装的简易设备上进行,由研磨棒同时做旋转运动和轴向移动,但研磨棒与机床主轴需成浮动连接。否则当研磨棒轴线与孔轴线发生偏斜时,将产生孔的形状误差。
4.滚压
孔的滚压加工原理与滚压外圆相同。由于滚压加工效率高,近年来多采用滚压工艺来代替珩磨工艺,效果较好。孔径滚压后尺寸精度在0.01mm以内,表面粗糙度值为Ra0.16μm或更小,表面硬化耐磨,生产效率比珩磨提高数倍。
滚压对铸件的质量有很大的敏感性,如铸件的硬度不均匀、表面疏松、含气孔和砂眼等缺陷,对滚压有很大影响。因此,对铸件油缸不可采用滚压工艺而是选用珩磨。对于淬硬套筒的孔精加工,也不宜采用滚压。
图7-31所示为一加工液压缸的滚压头,滚压头表面的圆锥形滚柱3支承在锥套5上,滚压时圆锥形滚柱与工件有0.5°~1°的斜角,使工件能逐渐弹性恢复,避免工件孔壁的表面变粗糙。
孔滚压前,通过调节螺母11调整滚压头的径向尺寸,旋转调节螺母可使其相对心轴1沿轴向移动,向左移动时,推动过渡套10、推力轴承9、衬套8及套圈6 经销子4,使圆锥形滚柱3沿锥套的表面向左移,结果使滚压头的径向尺寸缩小。当调节螺母向右移动时,由压缩弹簧7压移衬套,经推力轴承使过渡套始终紧贴在调节螺母的左端面,当衬套右移时,带动套圈,经盖板2使圆锥形滚柱也沿轴向右移,使滚压头的径向尺寸增大。滚压头径向尺寸应根据孔滚压过盈量确定,通常钢材的滚压过盈量为0.1~0.12mm,滚压后孔径增大0.02~0.03mm。
径向尺寸调整好的滚压头,在滚压加工过程中圆锥形滚柱所受的轴向力经销子、套圈、衬套作用在推力轴承上,最终经过渡套、调节螺母及心轴传至与滚压头右端M40×4螺纹相连的刀杆上。滚压完毕后,滚压头从孔反向退出时,圆锥形滚柱受一向左的轴向力,此力传给盖板2经套圈、衬套将压缩弹簧压缩,实现向左移动,使滚压头直径缩小,保证滚压头从孔中退出时不碰坏已滚压好的孔壁。滚压头从孔中退出后,在弹簧力作用下复位,使径向尺寸又恢复到原调数值。
滚压用量:通常选用滚压速度v=60~80m/min;进给量f=0.25~0.35mm/r;切削液采用50﹪硫化油加50﹪柴油或煤油。
八、孔加工方案及其选择
以上介绍了孔加工的常用加工方法、原理以及可达到的精度和表面粗糙度。但要达到孔表面的设计要求,一般只用一种加工方法是达不到的,而是往往要由几种加工方法顺序组合,即选用合理的加工方案。表3-15所示为孔的加工方案。选择加工方案时应考虑零件的结构形状、尺寸大小、材料和热处理要求以及生产条件等。
例如表3-15中序号5“钻-扩-铰”和序号8“钻-扩-拉”两种加工方案能达到的技术要求基本相同,但序号8所示的加工方案应该在大批大量生产中采用较为合理。再如序号11“粗镗(扩)-半精镗(精扩)-精镗(铰)”和序号13“粗镗(扩)-半精镗-磨孔”两种加工方案达到的技术要求也基本相同,但如果内孔表面经淬火后只能用磨孔方案(即序号13),而材料为有色金属时以采用序号11所示方案为宜,如未经淬硬的工件则两种方案均能采用,这时可根据生产现场设备等情况来决定加工方案。又如序号16中所示了三种加工方案,如为大批大量生产则可选择“钻-(扩)-拉-珩磨 ”的方案,如孔径较小则可选择“钻-(扩)-粗铰-精铰-珩磨”的方案,如孔径较大时则可选择“粗镗-半精镗-精镗-珩磨”的加工方案。










 豫公网安备41019702003646号
豫公网安备41019702003646号