

 手机资讯
手机资讯 官方微信
官方微信
[前言]
金刚石圆锯片的优异使用性能已为整个石材加工业所认同。在锯片制造中,围绕“性能-成本”两个方面,各工具制造商做了大量的工作,把制造技术推上一个又一个新台阶。
在刀头制造技术中,刀头胎体材料的选择和热压工艺是其中较为关键的环节。Co基、青铜基合金系被广泛选择作为胎体材料,但在制造成本和使用性能上不能做到很好的兼顾。
本文通过引用固溶强化原理,并通过分析提出了Fe-Ni-Cu-W系合金作为刀头胎体材料,经过实验和应用,取得较为理想的制造成本与性能兼顾的效果。
[实验原理]
金刚石锯片刀头的制造过程可描述为在一定压力下的金属粉末的烧结过程,是一种粉末冶金过程:均匀混合的金属粉末在高温(800-1000℃)和一定压力下(180-250Kgf/cm2),通过粉末颗粒间的扩散、熔焊、化合、再结晶等一系列物理化学作用,形成具有一定形状和机械性能的烧结体,即为刀头。对锯片刀头胎体材料的基本要求为:
1、烧结体应具有优良的冲击性能和适当的硬度,以保证对所包裹的金刚石形成良好的机械啮合和对岩石适度的抗磨损能力;
2、能够在较低的烧结温度(一般不超过950℃)下和较短的保温时间(一般不超过5分钟)内完成满足上述性能要求的粉末冶金过程,以减缓金刚石单晶的劣化趋势;
3、胎体合金中的合金组元可以良好的浸润金刚石单晶,并通过加入的微量元素使合金组元与金刚石间产生化学键合作用,进一步提高对金刚石的把持能力。
研究表明,粉末冶金方式可以使胎体材料获得与一般合金相似的组织,实现合金化。在合金组织中有若干种相,其中在电化学性质与原子半径相似的组元间,合金倾向于优先生成固溶体相。由于固溶体相在生成过程中晶格发生畸变,使晶格位错移动时所受到的阻力增大,从而使材料的强度、硬度提高,即产生固溶强化作用,因此,固溶体相成为对综合机械性能要求较高材料的最基本组成相。可以说,胎体合金能形成固溶体相是实现胎体材料高性能的关键之一。
根据锯片刀头胎体材料的基本要求,应选择易于在胎体合金中形成固溶体相、产生固溶强化作用的合金系作为胎体的基本成分,Fe-Ni-Cu-W系合金符合这种要求:
Fe-Ni、Cu-Ni可以实现完全互溶;
WC/W-Ni、WC-Cu、Fe-Cu可实现有限互溶并可以产生弥散强化作用;
Fe、Ni第Ⅷ族元素对金刚石有良好的亲和性。
综合上述原理及分析,提出实验配方及工艺。
[实验]
1、实验设备: SJJ-3C热压机 HR-150A型洛式硬度计
2、实验原料
2.1主要金属粉及性能指标

2.2配用金刚石技术指标

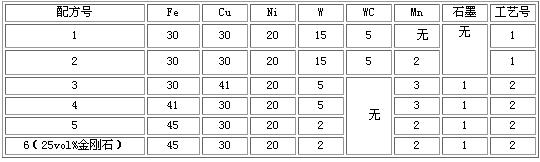
2.3实验配方
2.4实验烧结工艺

[实验结果与分析]
1、实验结果

2、结果分析
2.1 结果表明,Fe-Ni-Cu-W系合金可以实现在较低温度下热压烧结合金化,烧结体具有较好的抗冲击性能和较宽泛的硬度范围。
2.2 几种主要组元配比的变化对烧结体性能影响较大:提高W、Fe、Ni组元在合金配方中的比例,不同程度提高了烧结体性能指标。
2.3 在合金中引入微量元素,强化胎体的同时,降低合金与金刚石晶体的浸润角,改善合金对金刚石晶体的浸润性:
Sn元素的引入强化Cu基体,并可与Ti元素相互作用提高对金刚石的浸润性,不过,超过10 wt%的投入量有增加脆性倾向
Cr、Mn元素的引入强化Fe基体,并可提高对金刚石的浸润性
加入石墨粉可提高金属粉末的成型性、强化Fe基体、形成局部还原气氛、活化烧结的作用
2.4 5、6号配方的冲击实验表明,金刚石的投入没有明显降低烧结体的强度指标。由此推断,此配方合金对金刚石晶体的把持力不仅是机械啮合作用,也存在化学键合力:合金对金刚石的良好浸润以及Ti、W等元素与金刚石中的C原子在其界面处相互扩散形成碳化物WC、TiC,是形成这种键合的原因。
[结论]
1、固溶强化原理可以作为设计金刚石锯片刀头胎体材料的指导性理论之一。
2、理论分析和实验证明,Fe-Ni-Cu-W系合金可以作为刀头胎体材料。








 豫公网安备41019702003646号
豫公网安备41019702003646号