

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:本文介绍了运用UG技术进行加工丝锥螺旋槽成形铣刀廓形的设计原理和步骤,准确地做出铣刀回转面与丝锥螺旋槽的接触线——空间曲线。利用这种方法,通过已知的螺旋槽丝锥端面槽形,创建丝...
摘要:本文介绍了运用UG技术进行加工丝锥螺旋槽成形铣刀廓形的设计原理和步骤,准确地做出铣刀回转面与丝锥螺旋槽的接触线——空间曲线。利用这种方法,通过已知的螺旋槽丝锥端面槽形,创建丝锥沟槽3D 模型,依据包络法加工原理设计出成形铣刀。丝锥螺旋槽成形铣刀传统设计方法是作图法和解析法。作图法比较直观,但丝锥螺旋角较大时,在二维平面上寻求三维共轭点是相当困难的,费时且误差大。解析法虽然精确但求解接触点运算复杂。应用UG NX7.5中的建模方法,能够准确做出成形铣刀回转面与丝锥螺旋槽的接触线,完成铣刀建模。
1.设计原理
铣削加工丝锥螺旋槽时,沟槽螺旋面在切削点上与成形铣刀轴向廓形绕铣刀轴线的回转曲面相切,其切点为接触点。成形铣刀径向剖面与自身回转表面交线是一个圆,与螺旋槽表面的交线为平面曲线,圆与曲线相切,切点为接触点,切点连线即为接触线。将此接触线绕铣刀轴线回转,就可以得到刀具的回转实体。
2.设计方法
丝锥螺旋槽加工是以端面截形为基础的,是决定沟槽形状的主要尺寸和角度,如芯圆直径、刃瓣宽度和前角由它的端面轮廓线所决定。其尺寸是标注在径向截面内的,也便于对加工后的螺旋槽进行参数检验。下面就以M36螺旋槽丝锥沟槽为例介绍一下成形铣刀的设计方法。
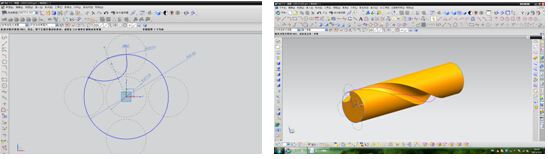
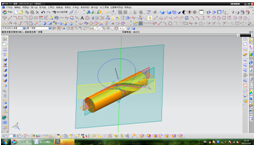
(1)创建丝锥沟槽螺旋曲面。①进入UG建模模块,绘制草图回转生成直径φ36mm、长度150mm的圆柱体。②以圆柱体端面为草图平面绘制丝锥端面截形图如图1所示。容屑槽的结构采用前刀面直线段与两段圆弧组成,并依次相切。为设计和制造铣刀方便,取两圆弧圆心与丝锥外圆圆心共线,刃背角取90°,既有利于丝锥退出时切除“切削根”,又不至于刮伤已加工表面。槽形轮廓线参数参照螺旋槽丝锥国家标准GB 3506-1983取丝锥前角6°、刃瓣宽8.5mm、芯圆直径17.28mm 。完全约束草图后,应用UG分析功能测得大圆弧半径14.43mm、小圆弧半径6.5751 mm;测得直线段部分长3.428 34mm满足M36螺旋槽丝锥粗、细牙全齿高上为正前角的要求。③将用户坐标WCS旋转,使XC与沟形轮廓两圆弧圆心连线重合。插入螺旋线,导程为3.14×36/tan30°,长度为150mm。以上一步画的沟形轮廓线为截面线,以螺旋线为引导线,用扫掠命令生成片体。延伸片体4边各2mm,用修剪体命令生成丝锥沟槽螺旋曲面如图2所示。
(2)丝锥螺旋槽成形铣刀廓形的建立。第一步:确定铣刀的放置位置。为保证铣刀与螺旋槽的接触线全部在工件内及铣刀廓形两侧刃在铲齿时法向后角基本相等,将铣刀放置在螺旋线的正上方并靠近中部的位置上。做法如下:①创建平行于丝锥端面距离为75mm的基准平面1,找出平面1与丝锥轴线的交点1及与螺旋线的交点2。以1、2两点创建基准轴3。②创建通过基准轴3与丝锥轴线的基准平面2,再创建基准平面3过丝锥轴线且垂直于平面2。
第二步:创建成形铣刀最大外圆处的接触点。由丝锥端面截形图可以看出,成形铣的最大外圆应位于通过基准轴3,且与基准平面2成30°的平面3内。对于同一个丝锥螺旋沟表面,成形铣刀轴线位置不同时,切削刃廓形也不相同。参照《螺纹工具生产图册》中直槽丝锥槽铣刀参数,取螺旋槽沟刀为φ85mm。
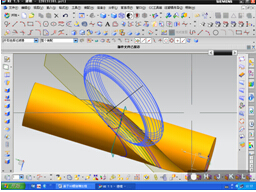
①创建铣刀最大外圆平面3与螺旋面的交线,以平面3为草图平面,绘制φ85mm的圆,约束其圆心位于基准轴3上且与上一步所得交线相切,切点为接触点。②据平面3及过φ85mm的圆心做出铣刀中心轴线,测得其与丝锥轴线的距离为51.14mm,此为铣刀加工时高度方向的安装尺寸(见图3)。
用基准平面命令,将平面2平移11.319 5mm得平面4,求出其与平面1的交线,过此交线做平行于平面3的平面5,即为成形铣刀一端截面处的平面。铣刀端截面上的接触点既是端截面上的点又是丝锥外圆表面上的点和螺旋槽上的点,用UG插入曲线→来自体的曲线→求交,求出截面与丝锥外圆的交线,再用插入点→求交命令求出交线与螺旋槽的交点,即为接触点。用相同方法,即可求出铣刀另一端截面处的接触点。
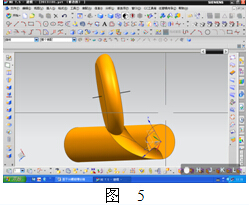
第四步:创建铣刀其他接触点。点击插入基准平面命令,类型选择某一距离,偏置距离2mm,数量为8。同上述第二步方法,先求出一个平面与丝锥螺旋槽的交线,再以此平面为草绘平面画圆,约束圆心在第二步中第②步创建的铣刀轴线上,且约束圆与前面求得的交线相切。切点即为接触点。依次求出每个基准平面上的接触点(见图4)。
用这种方法设计丝锥螺旋槽成形铣刀十分精确,在求取接触点过程中,如果能减小平面偏置距离、增加平面数量,结果会更好。在建模过程中还可以直观地发现加工过程中是否存在过切等问题。建模时如果接触线绕轴线回转不能生成铣刀实体时,可适当调整铣刀直径大小或铣刀与丝锥轴错角大小。完成铣刀实体后进入UG工程图模块,可以得到廓形二维平面图。








 豫公网安备41019702003646号
豫公网安备41019702003646号