

 手机资讯
手机资讯 官方微信
官方微信摘要 伴随着几年来汽车工业的持续增长,与汽车制造相关的机械加工及金属切削工作量激增,汽车及其零部件制造业已成为机床和刀具行业最大、最重要的用户。而随着市场竞争的日益加剧,提高生产效率、缩...

1、高速铣削的优点
高速铣削先进加工技术在我国尚处于发展之中,相对传统加工具有其显着的优越性,可以节约刀具材料和切削液,节省劳动力,节约自然资源,减少对环境的污染,是公认的21世纪制造业可持续发展的关键技术[1-2]。
高速铣削加工允许使用的进给率比常规铣削加工提高了5~10倍,单位时间材料切除率可提高3~6倍,加工时间大大减少。其次,高速铣削采用极浅的铣削深度和较窄的铣削宽度,与常规铣削相比,切削力可降低30%以上,加工刚性较差的缸体缸盖等薄壁类零件时可减少加工变形。另外,刀具高速旋转产生的激励频率远离工艺系统的固有频率,不会造成工艺系统的受迫振动,能够保证较好的加工状态,从而保持尺寸的精准性,同时,切削破坏层变薄,残余应力小,可以实现高精度、低粗糙度加工,能够实现以铣代磨的目标。
目前,高速铣削技术在工业发达国家已经得到广泛应用,并已取得巨大的经济和社会效益。而在我国,高速铣削加工仍处于初步阶段。
2、我国发动机缸体、缸盖高速铣削加工技术及刀具的现状
2.1 高速铣削加工技术及刀具现状
传统的发动机缸体、缸盖铣削加工大量采用专机生产线,生产效率低下、生产节拍慢,生产成本高,如今,随着新设备、新工艺的不断采用,发动机缸体、缸盖的铣削加工逐渐采用数控高速加工中心以替代这些传统的专机生产线,向着高速铣削的方向发展,许多加工中心机床的主轴转速已可达数万转。另外,为了提高生产效率,逐步减少或合并加工工序,如取消半精加工,粗加工后直接进行精加工,面粗铣后一次精铣达到要求,且在粗铣中尽可能多地切除加工余量,然后进行一次精加工保证加工尺寸和形状、位置精度及表面加工质量。
随着数控设备与高速铣削工艺的推广使用,刀具材料也发生了巨大变化[3-5]。近年来,在发动机缸体、缸盖加工中主要采用以硬质合金材料为主的各种铣刀代替了传统的高速钢刀具,铣削速度大幅提高,加工效率提高了数倍,为铣削加工全面进入高速铣削阶段起到了重要作用。随着涂层技术的发展,硬质合金刀具的耐磨性和韧性得到了大幅度的提高,目前,国外硬质合金可转位刀片的涂层比例已达70%以上,不仅开发了适应高速铣削、干切削、硬切削的耐热性更好的涂层,而且通过对涂层结构的创新,开发了纳米、多层结构,大幅度提高了涂层硬度和韧性。
另外,随着陶瓷材料组成结构和压制工艺的不断改进,特别是纳米技术的进步,使得陶瓷刀具的增韧成为可能,陶瓷和金属陶瓷刀具材料品种增多,强度和韧性逐步提高,扩大了应用领域和加工范围,在发动机灰铸铁缸体、缸盖的精加工、半精加工中能够代替硬质合金,切削速度可达硬质合金刀具的2-5倍,提高了加工效率和产品质量。
近年来,随着发动机缸体、缸盖铣削加工向更高的铣削速度发展,硬质合金刀具与陶瓷刀具已难以满足使用要求,特别是当铣削速度达到5000m/min以上时,聚晶金刚石(PCD)和聚晶立方氮化硼(PCBN)将成为迄今发现、可供选择的两种刀具材料。
PCD刀具材料具有高硬度、高耐磨性、高导热性及低摩擦系数等特点,在端面铣削铝合金缸体、缸盖时,可实现高速、高精度、高稳定性加工,如采用铝基体刀盘、直径为100mm六齿高速铣刀,最高切削速度可达7000m/min,且使用寿命很长。
PCBN材料的硬度仅次于金刚石,与铁的反应呈惰性,特别是其红硬性好,在1000多度的高温下仍能保持其硬度和良好的切削性能,适应高速铣削的需要,在灰铸铁缸体、缸盖加工中获得了良好的应用效果,能够实现“以铣代磨”,与硬质合金刀具相比,其切削速度可提高一个数量级。
2.2 主要刀具制造商
随着中国工业的快速发展,世界上许多知名的刀具制造商都进入了中国市场。目前在中国高速铣削领域的刀具制造商主要有五大派系[6],一是山特系,包括山特维克可乐满(Sandvik Coromant)、山高(Seco)、Titex、瓦尔特(Walter)、Valenite等;二是美国系,主要以肯纳Kennametal、Widia、Star等为代表;三是欧洲系,主要以德国为主,包括MAPAL、Guehring、EMUGE、TBT、瓦格纳等;四是日本系,包括三菱.住友、东芝、OSG、黛杰、不二越、日立等;五是以色列系,包括ISCAR(伊斯卡)、莫格索尔、瓦格丝等。
而以成量、哈一工等为代表的国内厂商尽管已经积累了一些品牌优势,但缺乏材料等方面的核心竞争力,在市场竞争上往往只有价格优势,缺乏技术与品牌优势,需要加紧自己的研发力量,提高自己的技术含量。
总之,高速加工的发展史就是刀具材料不断进步的历史,随着铣削速度的不断提高,CBN和PCD等超硬刀具在发动机缸体、缸盖加工中的应用必将越来越广泛。虽然目前大部分超硬刀具需要从国外进口,但随着国内技术的进步,刀具供应必然会实现国产化。
3、整体PCBN刀具在高速铣削发动机灰铸铁缸体、缸盖中的应用
PCBN是将精选的CBN晶体在高温高压下烧结而成的超硬材料[7-8]。影响PCBN刀片性能的主要因素为CBN的含量、CBN的晶粒尺寸和粘结剂的种类。CBN含量主要影响PCBN的硬度和耐磨性,含量越高,PCBN的硬度和耐磨性越高;CBN的晶粒尺寸影响PCBN的耐磨性和抗破损性,晶粒尺寸越大,耐磨性约好,而抗破损能力越弱;PCBN中的粘结剂有金属粘结剂(Co、Ni、Ti、Al等)和陶瓷粘结剂(TiC、TiN、Al2O3等),一般加金属粘结剂的PCBN刀片具有较好的韧性,而加陶瓷粘结剂的PCBN刀片具有较高的耐热性。
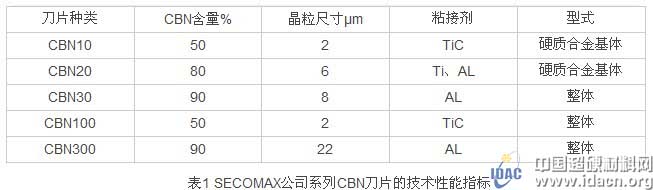
目前,PCBN刀具坯料可分为两大类:一类是整体聚晶体,由无数细小的CBN单晶体在高温高压下烧结而成;另一类是以硬质合金为基体、高温高压下在其表面烧结一层CBN微粉制成的复合片。PCBN复合片将PCBN材料的高硬度、高导热性及高热化学稳定性和硬质合金基体的强度与韧性结合在一起,因而具备较高的耐磨性和一定的抗冲击破损能力。但随着切削速度的提高,切削过程中产生大量的切削热,而硬质合金和PCBN材料的热膨胀系数差别太大,在高温下容易导致脱层,从而影响PCBN复合片的抗冲击破损能力。表1所示为SECOMAX公司系列CBN刀片的技术性能指标。
从表1可以看出PCBN材料的发展过程是由复合片发展到整体式刀片,其中,CBN100为CBN10的改进型,而CBN300为CBN30的改进型。CBN300材料的CBN含量达90%、硬度高、红硬性好,切削加工时有很好的耐磨性和高的热稳定性;形状为整体式,使刀片具有高的机械强度,可用于断续切削,在加工灰铸铁和球墨铸铁时具有很高的刀具寿命。
SECOMAX公司的CBN300首次解决了超硬材料不能用于铣削加工的难题,实现了PCBN刀片从车削应用到铣削应用的飞跃。CBN300在铣削加工灰铸铁时的刀具寿命可达到普通PCBN刀片的4倍;与陶瓷刀片比较,采用CBN300刀片可以提高刀具寿命50倍,切削速度可达2000m/min。通过在上海通用汽车公司(SGM)的发动机柔性生产线上的应用表明,采用CBN300铣削发动机缸体平面,铣削线速度Vc高达1600m/min,不仅大大提高了发动机缸体的加工效率,而且节省了大量的设备投资,提升了发动机生产线的柔性度。图1所示为上汽通用五菱发动机工厂加工缸体缸盖所用的德国MAG公司的EX-CELL-O高速铣削加工中心。
4、试验结论
整体PCBN刀具高速铣削发动机缸体缸盖能够大幅度提高企业的生产效率,是一种非常有前途的刀具材料。虽然目前国内制造的整体PCBN刀具与国外制造商生产的刀具尚有一定的差距,但随着技术的进步和国内企业的不断努力,我国整体PCBN材料及刀具制造水平必然会不断提高,预计不久的将来,必能逐步替代国外的进口产品。










 豫公网安备41019702003646号
豫公网安备41019702003646号