

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610784435.9申请人:南安市铭基金刚石工具有限公司发明人:吕育坤摘要:本发明涉及一种用于生产金刚石绳锯的模具及其使用方法,属于模具技术领域。该用于生产金刚石绳...
申请号:201610784435.9申请人:南安市铭基金刚石工具有限公司
发明人:吕育坤
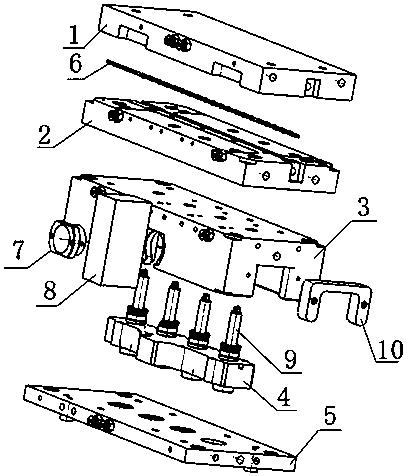
摘要: 本发明涉及一种用于生产金刚石绳锯的模具及其使用方法,属于模具技术领域。该用于生产金刚石绳锯的模具,从上至下依次为第一模板、第二模板、热流道固定板、热流道和冷却隔热板,所述第一模板和所述第二模板组合连接,所述第二模板的底面和所述热流道固定板的顶面可拆卸连接,所述热流道固定板的内腔设有可拆卸连接的热流道,所述热流道固定板的底面设有可拆卸连接的冷却隔热板;用于生产金刚石绳锯产品的模具的使用方法包括如下步骤:固定金刚石绳锯、注塑和开模成型。本发明的用于生产金刚石绳锯的模具和热流道同时使用,工作效率高,胶液固化后粘合性能强,减少废料产生。
2.根据权利要求1所述的用于生产金刚石绳锯的模具,其特征在于,所述注料孔为一个,在相邻的所述第一串珠型腔中间位置的第一定位凸起为一个。
3.根据权利要求1所述的用于生产金刚石绳锯的模具,其特征在于,所述第一模板(1)、所述第二模板(2)、所述热流道固定板(3)、所述热流道(4)和所述冷却隔热板(5)内均设有可拆卸连接的冷却水管。
4.根据权利要求1所述的用于生产金刚石绳锯的模具,其特征在于,所述注料孔和所述通孔的尺寸相同。
5.权利要求1所述的用于生产金刚石绳锯的模具的使用方法,其特征在于,包括如下步骤:步骤一,固定金刚石绳锯:将金刚石绳锯(6)上的串珠依次放置在所述第二串珠型腔,向下推压所述第一模板(1),使得金刚绳锯固定不会滑动;步骤二,注塑:将胶液注塑到热流道(4)内,由热流道(4)的热喷嘴(9)沿着所述注料孔注射到所述金刚石绳锯型腔,胶液冷却成固体胶后,得金刚石绳锯(6)半成品,其中,胶液的注塑压力为90~110MPa,压膜冷却温度为18~22℃,压膜冷却时间为23~27s;步骤三,开模成型:将第一模板(1)向上推压,取出所述金刚石绳锯(6)半成品,将多余的所述固体胶舍弃,得金刚石绳锯(6)。
6.权利要求4所述的用于生产金刚石绳锯的模具的使用方法,其特征在于,步骤二注塑过程中,胶液的注塑压力为100MPa,压膜冷却温度为20℃,压膜冷却时间为25s。









 豫公网安备41019702003646号
豫公网安备41019702003646号