

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510765910.3申请人:沈阳黎明航空发动机(集团)有限责任公司发明人:刘权张国康春梅李之超李东飞摘要:一种金刚石滚轮型面检测试片的加工方法,步骤为:选取双柱坐标...
申请号:201510765910.3申请人:沈阳黎明航空发动机(集团)有限责任公司
发明人:刘权 张国 康春梅 李之超 李东飞
摘要:一种金刚石滚轮型面检测试片的加工方法,步骤为:选取双柱坐标镗床作为加工设备,将金刚石滚轮通过自制的定位芯轴安装在双柱坐标镗床的镗头内,将型面检测试片通过平口钳安装在双柱坐标镗床的床面上,移动床面使型面检测试片移向并接触金刚石滚轮,启动双柱坐标镗床使金刚石滚轮高速转动,控制金刚石滚轮朝向型面检测试片进行进给,直到型面检测试片上被金刚石滚轮磨削出完整的型面轮廓。本发明首次将双柱坐标镗床引入了金刚石滚轮型面检测试片的磨削加工中,且仅需一套设备就可完成加工任务,并将装夹找正误差以及人工操作误差的带入率降到最低,有效提高了型面检测试片的型面加工精度,同时提高了金刚石滚轮型面尺寸的检测准确性。
2.根据权利要求1所述的一种金刚石滚轮型面检测试片的加工方法,其特征在于:所述 型面检测试片采用石墨片。
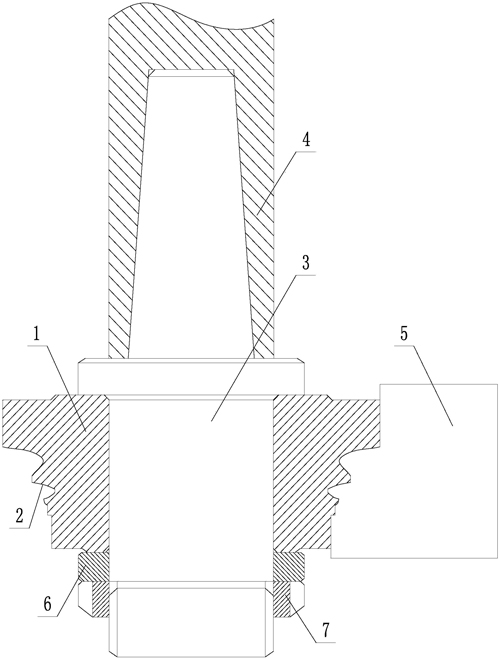
3.根据权利要求1所述的一种金刚石滚轮型面检测试片的加工方法,其特征在于:在所 述金刚石滚轮与双柱坐标镗床的镗头之间加装一个定位芯轴,定位芯轴为自制件,定位芯轴 下端固定安装金刚石滚轮,定位芯轴上端采用锥柄结构,定位芯轴通过锥柄结构安装在双柱 坐标镗床的镗头上。
4.根据权利要求1所述的一种金刚石滚轮型面检测试片的加工方法,其特征在于:所述 型面检测试片装夹于平口钳上,型面检测试片通过平口钳固定安装在双柱坐标镗床的床面上。
5.根据权利要求1所述的一种金刚石滚轮型面检测试片的加工方法,其特征在于:所述 金刚石滚轮在磨削型面检测试片过程中,磨削接触面处需要通过冷却液进行冷却。








 豫公网安备41019702003646号
豫公网安备41019702003646号