

 手机资讯
手机资讯 官方微信
官方微信
1 引言
由于人造聚晶金刚石在高温高压下烧结成型时,其外形尺寸很难控制,因此烧结出来的人造聚晶金刚石外形一般不太规整。将外形不规整的人造聚晶金刚石用于制作拉丝模时,聚晶块的镶套相当困难。对于同样大小的聚晶块,其镶套质量的高低决定了拉丝模上可开孔径的大小以及拉丝模质量的优劣。因此,研究人造聚晶金刚石的镶套工艺对于合理利用人造聚晶金刚石、提高拉丝模质量有着重要意义。


2 常用镶套工艺
2.1 热压镶套法
热压镶套法是一种传统的拉丝模镶套工艺。如图1所示,将黄铜套加热至800℃左右,当黄铜套达到软化点时,将其压入不锈钢套内。由于采用这种方法镶套时,仅仅是从一个方向对人造金刚石聚晶块进行机械紧固,而聚晶块的不规整外形会造成聚晶块的周围和底部不能完全与黄铜套和不锈钢套贴合,在加工拉丝模孔时容易造成聚晶块与其护套间发生松动,严重时甚至不能继续加工。对于已经加工好的拉丝模,由于在拉制Ø1.0mm以上线材或拉制稀有金属线材时,要求将拉丝模的工作环境温度升高至200~300℃,若聚晶块镶套不紧,在高温条件下进行拉丝时很容易出现聚晶与护套间发生松动,影响拉丝质量,严重时甚至会造成聚晶块开裂而损坏拉丝模。因此,采用这种传统热压镶套工艺不能实现对人造聚晶金刚石的有效保护。
2.2 焊接镶套法
焊接镶套法是采用某种焊料(如银铜焊料、铅锌焊料和低熔点焊料等)来焊接人造聚晶金刚石。采用焊接镶套工艺时,由于焊料的液相温度、机械强度以及与人造金刚石亲合能的不同,镶套效果也不尽如人意:自身机械强度高的焊料其液相温度较高(约900℃以上),而人造聚晶金刚石在温度为700~800℃时即发生氧化;液相温度低于800℃的焊料其自身机械强度也较低,且这些焊料与人造聚晶金刚石之间无化学亲合性。因此,用焊接镶套法进行人造聚晶金刚石镶套时也难以对人造聚晶金刚石起到有效的保护作用。
3 六面顶高压镶套工艺
为了提高用于拉丝模的人造聚晶金刚石的镶套质量,笔者开发了一种新的六面顶高压镶套工艺。
3.1 工艺实验
工艺实验在2000 吨单压源六面顶压机上进行,事先用金属Bi等进行室温下腔体内压力的常规标定。
实验材料:人造叶腊石:外形尺寸32mm×32mm×32mm,内腔尺寸Ø14mm;Ø14mm×5mm陶瓷片;Ø7mm×4mm 人造聚晶金刚石;Ø14mm×10mm 不锈钢套。
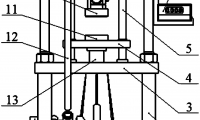
实验步骤:将人造叶腊石、人造叶腊石堵头、不锈钢套、陶瓷环片放在硅碳棒炉内加温至500℃,恒温10分钟。出炉后,将人造聚晶金刚石快速放入不锈钢套内并按图2 进行组装;将该组装体置入压机六面顶腔体内,加压1.2GPa,保压5分钟。卸压后打开腔体,将不锈钢套与人造聚晶金刚石的包裹体取出并对其进行机械加工整形(如图3所示)。最后,将整形后的人造聚晶金刚石与不锈钢套的包裹体嵌入拉丝模的护套中(见图4),即完成拉丝模坯的制作。
3.2 实验结果
1. 将采用六面顶高压镶套工艺加工的拉丝模沿轴向剖开,其内部形貌如图5所示,可观察到不规则外形的人造金刚石聚晶块与不锈钢套之间已完全贴合。
2. 在显微境下观察,经电火花打孔、超声波研磨机抛光以及拉圆机抛光拉圆等工序加工后,用四川大学智胜公司研制的MS-2000金相图像分析仪拍摄的拉丝模显微结构如图6所示。由图6可见,拉丝模的喇叭口从不锈钢到触媒层(人造聚晶金刚石表面固有)再到人造聚晶金刚石,不同的层间都是平滑过渡,贴合良好,没有缝隙。
3. 将实验所得拉丝模在35~40m/s的高速拉丝机上作为过号模和成品模使用,均未出现人造金刚石聚晶块的松动现象。拉丝质量高,模具耐用性和使用效果令人满意。
4 结语
本文提出的人造金刚石聚晶块与不锈钢套的六面顶高压镶套工艺,可对人造金刚石聚晶块提供紧固钢套的有效保护,且对人造金刚石聚晶块的外形和尺寸无严格要求,它作为拉丝模制作中一项具有技术、经济价值的新工艺,有着广泛的应用前景。










 豫公网安备41019702003646号
豫公网安备41019702003646号