

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201710383635.8申请人:北京迪蒙吉意超硬材料技术有限公司发明人:胡绛梅康凯敏黄建宇
申请号:201710383635.8申请人:北京迪蒙吉意超硬材料技术有限公司
发明人:胡绛梅 康凯敏 黄建宇
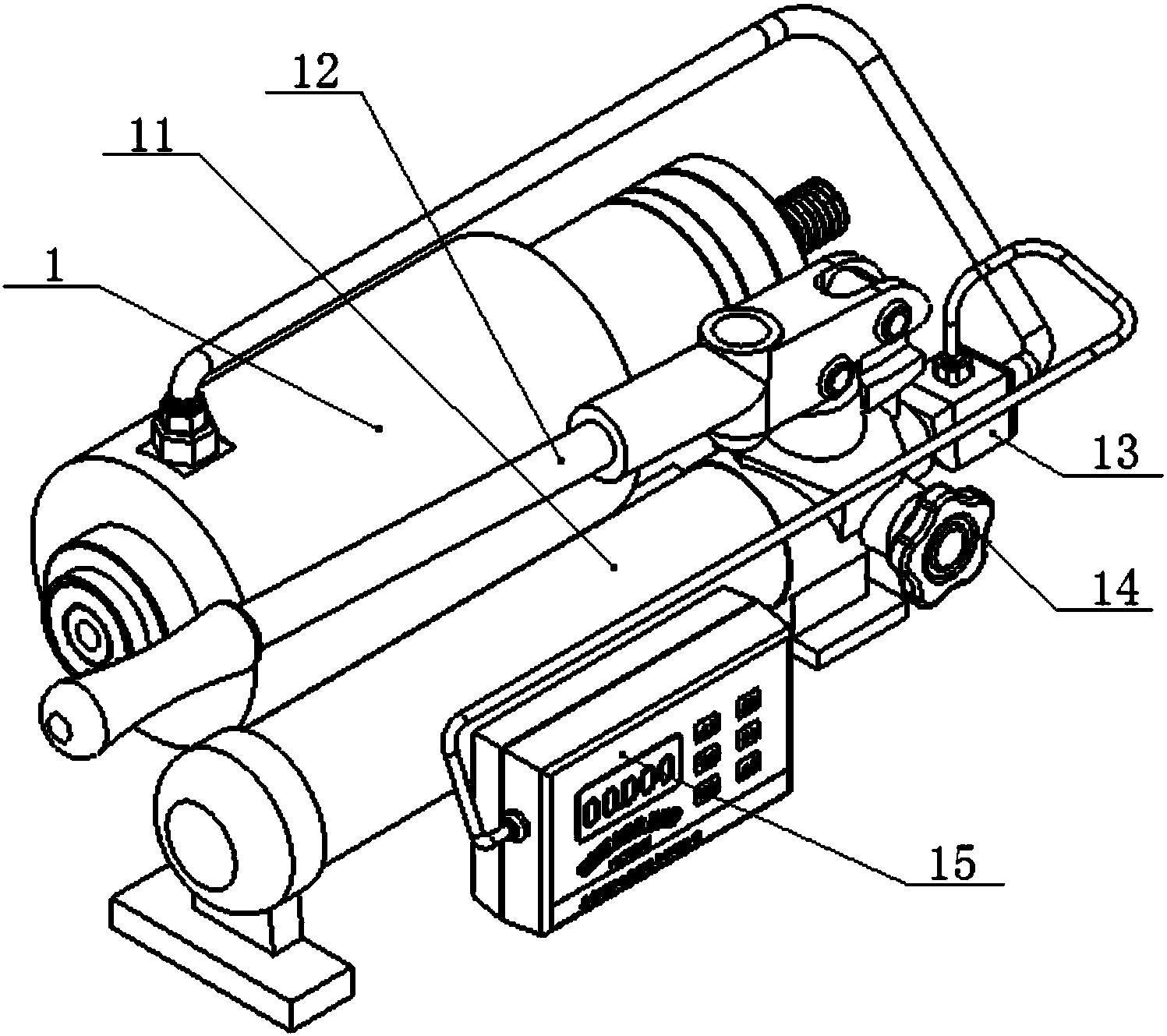
摘要: 本发明公开了一种用于大孔径金刚石拉丝模测径的拉拔装置,借助空心液压缸结构、快速定位机构、连接器和待检模具定位盘等对大孔径金刚石拉丝模进行拉拔测试,通过手动持续加压,空心液压缸的活塞运动带动螺纹拉杆向远离待检模具定位盘的一侧运动,使测试棒通过待检模具的孔径,同时压力数值显示器显示相应的压力数值。上述用于大孔径金刚石拉丝模测径的拉拔装置,可实现方便、快捷地装夹工件,牢固、可靠地拉拔样件,并能确保对大孔径金刚石拉丝模测量孔径时所需的拉拔能力;可以用于对7mm以上的大孔径、超大孔径金刚石拉丝模进行拉拔测试,不会产生“卡不住”、“拉不动”等现象。本发明同时提供了用于大孔径金刚石拉丝模测径的方法。
2.如权利要求1所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述螺纹拉杆长度为所述空心液压缸径长的1.2~1.4倍,所述螺纹拉杆用于与所述连接器连接的一端呈内螺纹孔,另一端为外螺纹丝杠,外螺纹长度占所述螺纹拉杆总长的40%以上。
3.如权利要求2所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述环形卡槽定位块的内孔螺纹与所述螺纹拉杆的外螺纹相匹配,外径小于所述空心液压缸的活塞端盖内孔直径,在所述环形卡槽定位块的中间部位设有环形卡槽。
4.如权利要求3所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述U形卡盘的厚度与所述环形卡槽定位块的环形卡槽的宽度相匹配,所述U形槽的宽度与所述环形卡槽的直径相吻合。
5.如权利要求2所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述连接器呈双头外螺纹的形状,其中,一头外螺纹匹配于所述螺纹拉杆的内螺纹孔,另一头外螺纹用于固定测量棒。
6.如权利要求1所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述测量棒的一端倒角,角度等同于所述待检模具的压缩区内角,其端面正中设有用于连接所述连接器的螺纹内孔。
7.如权利要求1所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
所述待检模具定位盘具有由多层定位环槽组成的呈阶梯形状的模具定位面,每一层定位环槽对应一种外形尺寸的待检模具。
8.如权利要求1所述的用于大孔径金刚石拉丝模测径的拉拔装置,其特征在于:
还包括用于估测所述待检模具孔径尺寸的止规和过规,所述止规和过规分别由手持部分和探测部分组成,所述过规的探测部分的直径小于所述止规的探测部分的直径。
9.一种用于大孔径金刚石拉丝模测径的方法,基于权利要求1所述的用于大孔径金刚石拉丝模测径的拉拔装置实现,其特征在于包括以下步骤:
(1)用所述测量棒倒角一端抵住所述待检模具压缩区内角,用所述连接器连同所述螺纹拉杆从所述待检模具另一侧穿入,并将所述测量棒连接、固定;
(2)将连接所述测量棒的所述螺纹拉杆从所述空心液压缸装有所述待检模具定位盘的一侧穿过,手持所述待检模具抵入所述待检模具定位盘的相应定位环槽内,贴平、固定;
(3)旋动所述环形卡槽定位块,调整其在所述螺纹拉杆上的位置,将所述环形卡槽定位块上的所述环形卡槽边缘调至与所述活塞端盖平行的位置,将所述U形卡盘插入所述环形卡槽内;
(4)顺时针拧紧所述卸荷阀,操作所述手动泵的加压手柄,通过所述空心液压缸将所述测量棒经过所述待检模具拔出,进行测量,同时观察所述压力数值显示器,记录所显示的压力值;
逆时针拧松卸荷阀,所述空心液压缸上的活塞自动归位,完成单次测径工作;
(5)根据待检模具所需压力值范围,对比所述显示器记录数值,如果记录数值超出,则对待检模具孔型进行修整,提高孔型圆滑度;
(6)将测量结果与所述待检模具的成品要求尺寸进行对比,如未达到,则继续进行去量加工,并依照所述步骤(1)、(2)、(3)、(4)、(5)予以测量,反复进行,直到测量结果符合要求,完成整个操作过程。
10.如权利要求9所述的用于大孔径金刚石拉丝模测径的方法,其特征在于在步骤(1)前还包括使用探规对所述待检模具进行估测的步骤,当过规尚未通过待检模具定径区时,对待检模具继续去量加工;当所述过规穿过待检模具而止规受阻通不过去时,更换较细一档粒度的磨料进行去量加工;当所述止规穿过待检模具时,执行所述步骤(1)。









 豫公网安备41019702003646号
豫公网安备41019702003646号