摘要 申请号:201610175009.5申请人:河南四方达超硬材料股份有限公司发明人:尚秋元马姗姗鲍梅玲张春林方海江摘要:本发明公开了一种高强度高耐磨聚晶金刚石拉丝模坯的制造方法,该方...
申请号:201610175009.5
申请人:河南四方达
超硬材料股份有限公司
发明人:尚秋元 马姗姗 鲍梅玲 张春林 方海江
摘要:本发明公开了一种高强度高耐磨聚晶
金刚石拉丝模坯的制造方法,该方法通过将金刚石
微粉表面涂覆金属,形成金属层后,将大颗粒金刚石与小颗粒金刚石按比例混合并研磨,将混合后的金刚石颗粒与粘结剂混合后放入高温高压容器内烧结,形成高强度高耐磨
聚晶金刚石拉丝模坯。使用该方法制成的金刚石拉丝模坯的耐磨性明显提高且金刚石颗粒强度大。
主权利要求:1.一种高强度高耐磨聚晶金刚石拉丝模坯的制造方法,该方法包括如下步骤:第一步,选取50~100微米的
金刚石微粉,将金刚石表面涂覆一层金属,金属层的厚度为5~10微米;第二步,将涂覆后的大颗粒金刚石与小颗粒金刚石按质量比为1:3~4混合,小颗粒金刚石的晶粒尺寸为5~15微米;第三步,将混合后的大颗粒金刚石和小颗粒金刚石放入行星式球磨机中进行混合,使小颗粒金刚石镶嵌入涂覆的金属层中;第四步,将质量百分数为80~90%混合后的金刚石颗粒和10-20%的粘结剂混合均匀;第五步,将所述的混合物放入耐高温容器内密封;第六步,将高温高压容器置于压力为6GPa~8.5GPa和温度1300℃~1600℃的条件下烧结3~30分钟,得到高强度高耐磨聚晶金刚石拉丝模胚。
2.根据权利要求1所述的一种高强度耐磨聚晶金刚石拉丝模坯的制造方法其特征在于:所述的金属层为W、Co或Ni。
3.根据权利要求1所述的一种高强度耐磨聚晶金刚石拉丝模坯的制造方法其特征在于:所述的球磨机转速为500-1000转/分钟,球磨时间为4~6小时。
4.根据权利要求1所述的一种高强度耐磨聚晶金刚石拉丝模坯的制造方法其特征在于:所述的粘结剂为Ni、Co、Fe或者它们的合金。
5.根据权利要求1所述的一种高强度耐磨聚晶金刚石拉丝模坯的制造方法其特征在于:所述的高温容器材质为锆金属、钽金属、钼金属或铌金属。
① 凡本网注明"来源:超硬材料网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:超硬材料网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非超硬材料网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020


 手机资讯
手机资讯 官方微信
官方微信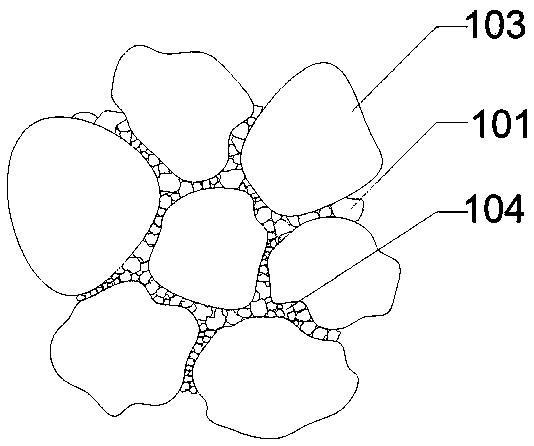








 豫公网安备41019702003646号
豫公网安备41019702003646号