

 手机资讯
手机资讯 官方微信
官方微信切屑的形成和切削力与切削速度的相互关系会受到工件材质及其热处理状态的极大影响。除了材质的热特性和机械特性之外,材质的微观结构和化学成分都决定了在高速切削时是否采用分段切削作业。
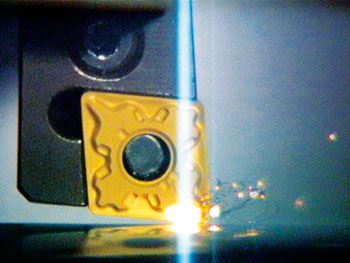
图1 在HSC加工过程中,是否可降低切削力,这主要要视工件的材质情况而定。因此,为了达到较小的切削力和较小的形状偏差,并非必须采用很高的切削速度
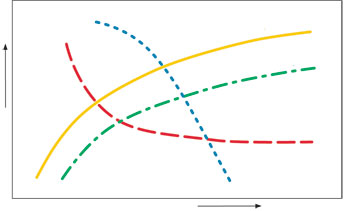
图2 高速切削的特征
高速切削(HSC)同传统的切削工艺相比,具有高切削速度和大切削量的特点。随着切削速度的不断提高,对于很多材质来说,都需要观察切削力下降的情况(见图 2)。针对单个组别的材质,则可以依据经验而定出的切削速度范围。可以利用一种描述切削力下降与切削速度之间关系的数学假设,来计算可表明高速切削条件的最低极限切削速度νHSC。据此,切削力则由一个恒定的与切削速度相关联的分量和一个随切削速度上升而呈指数下降的分量构成。如果切削力的动态分量下降为其原始数值的14%,则按定义就达到了极限切削速度(见图3)。
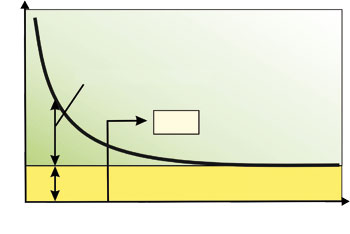
图3 从切削力曲线中计算切削速度VHSC
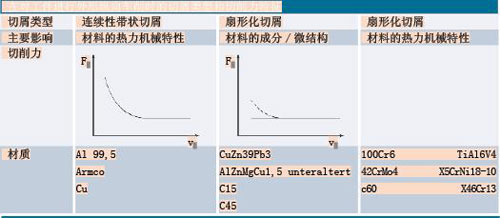
除了切削力随切削速度上升而下降的因素之外,还需要注意在加工有些材质时,切屑会由连续性带状切屑向扇形切屑转变。从文献资料上看,对于扇形切屑的形成目前有着如下两种不同的解释:
(1)由于切削速度上升,工件形状改变的速度和有效加工区域内由热转化而来的功也在随之提高。第一种解释是基于一种假设,即由于热量生成和热量传导这两者之间并不平衡,从而在剪切面上会出现热量堵塞现象(热量模式),最终导致材质的热失效。这种被称为隔热效应的现象在某些温度传导能力差的材质上表现尤为明显。
(2)第二种解释来源于硬加工,由切削过程中剪切面的表面循环性裂纹生成,从而导致很高应力的原理中推导出来。在切割边缘,材料会发生塑性变形,从而生成带状屑,它可把单片扇形屑粘合在一起。
在 Bremen大学进行了一项试验,其目的是在进行外圆纵向切削时,对材料的机械、热量和结构对切屑形成特性的影响,以及在高速条件下切削力与切削速度之间关系进行研究。不同的材质特性可以通过选择不同的材料和通过有针对性的热处理而获得。图3所示表明了试验的材料对切屑形成有着重要影响的热能(温度传导能力)和机械(室温下的抗拉强度)特性。依据这种有关扇形切屑生成的机械和热能解释模式,可以认为,温度传导能力强但抗拉强度弱的材料,更容易产生连续性的带状切屑(图4中对角线以上区域);而温度传导能力差但抗拉强度高的材料则更容易生成扇形切屑(图4中对角线以下区域)。
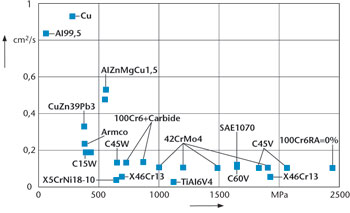
图4 所使用材料按照其抗拉强度和温度传导能力的排列情况
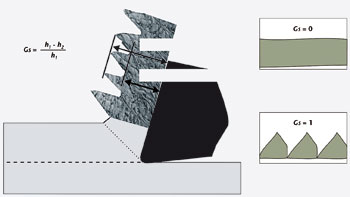
为了表述切屑种类特征,引用了扇形化程度的概念Gs,它可以通过显微图片并依据最小切屑厚度与最大切屑厚度的比例关系,对所出现的切屑进行评价(图5)。显微图片由在大于极限切削速度νHSC的切削速度下所产生的切屑制得。针对连续性带状切屑,扇形程度指数等于0;若为完全扇形的切屑,扇形程度指数则为1。
调质状态影响切屑形成
从广泛的试验材料中,图6根据对42CrMo4和纯铜的切屑显微图片,举例展示在高速切削过程中出现的不同切屑种类的特征。为了使结果具有可比性,在两种情况下使用了带有负切削角的CBN刀具。显而易见的是42CrMo4的调质状态所带来的影响。在硬度为33HRC时,实际上没有出现切屑扇形化的现象。较低的Gs=0.22应该归结于切屑的上侧面被扯散的缘故。在硬度达到54HRC时,扇形化程度即会达到Gs=0.45。切屑显微图尚无法表明,切屑扇形化的原因究竟是什么:是隔热切削(热量原因),抑或是循环性裂纹生成(机械原因)所致。如果因调质强度较大,温度传导能力变化很小,那么即可断定扇形化切屑生成的原因即在于剪切区域的前端连续产生了裂纹所致。
切削铜生成的切屑
铜具有韧性好和导热性强的特点。因此,这种材料不会生成扇形化切屑。这种特性也通过切削速度达到νc =5500 m/min的试验结果得到了验证。显微图(图6c)所示为一种因连续的变形而产生的连续性带状切屑。
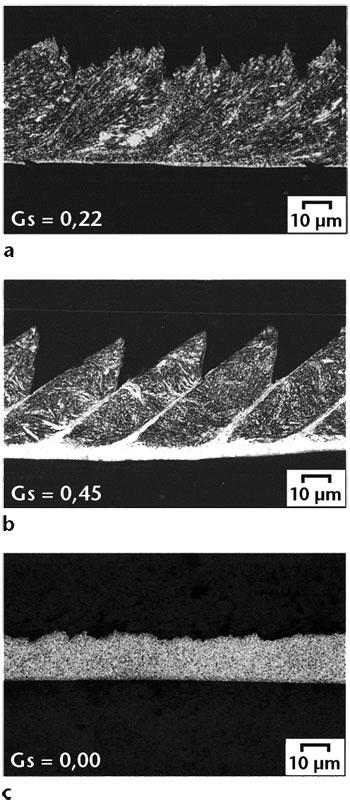
图 6 高速外形纵向车削试验中硬度为33HRC (a) 和54HRC (b) 的调质42CrMo4以及铜 (c) 的切屑的扇形化程度νC > νHSC, f = 0.1mm, αρ = 0.1 mm, 干冷却; 材料:切削材料CBN, 几何形状 PCLN-R161H12; 刀具几何外形: 倒角95o,切削角-7 o, 自由角7 o, 刀尖圆弧半径0.8 mm。
其他材料(如铝合金 AlZnMgCu1.5和易切削黄铜CuZn39Pb3)也表明会在微结构和化学上对切削的形成产生影响。针对铝合金材质,对不同的伸展状态进行了试验(最大硬化,欠老化)。只有在欠老化的情况下,才可观察到扇形化的切屑。这可以归结到一种交互分离,它阻止了在剪切区域在变形过程中位移的发生。而在黄铜上,或许是因为铅的断屑作用,造成了扇形化切屑的生成。
有一大部分材质在切削速度提高时切削力反而会下降(见下表)。但试验结果表明,这种现象并非单纯因切屑形成的机理所致,而主要的缘由是在于剪切角度加大即切削比降低。对于大多数钢材来说,在HSC加工过程中因热力机械特性原因而产生扇形切屑,便是这种情况。
在所试验的纯铝、纯铜和纯铁材质上,因切削速度加大而切削力明显降低的现象非常突出。在试验的切削速度范围内,这种材质只生成连续性带状切屑。这主要是因为这些材质具有很好的温度传导性能(铝和铜)和较低的抗拉强度(铝/铜/纯铁)。在因化学成分或微结构方面而生成扇形化切屑的材料上,所观察到的切削力与切削速度之间的依存关系并不明显。
切屑的扇形化会加重切削刀刃的载荷
在高速加工过程中,根据所采用的不同材料及其热处理状态,可观察到切屑的扇形化变化。除了材料的机械和热力特性之外,材质的化学和微结构也起到了重要的作用。在对高速切削刀具的设计上,尤其需要注意这方面的认知,这是因为切屑的扇形化会造成切削刀刃的周期性载荷,结果会缩短刀具的使用寿命。切削力是否降低,这同样与所使用的材料有关。因此在工业化的实际工作中,在没有必要的情况下,不要采用高速切削加工,以达到较低的加工力和较小的外形偏差。
切削力随切削速度提高而降低的现象目前被用于一项由DFG赞助的计划中,以在加工壁厚小的100Cr6材质工件时降低其外形误差。尤其是也要考虑因切削内应力的生成与消除对变形所造成的影响。








 豫公网安备41019702003646号
豫公网安备41019702003646号