

 手机资讯
手机资讯 官方微信
官方微信
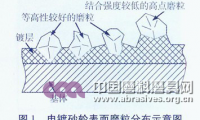
单层电镀CBN砂轮磨削性能优越,适于成形和高速磨削。但砂轮不宜进行直接修整,砂轮制造精度成为影响最后加工精度的重要因素。外镀砂轮制造工艺简单、成本低,但外露切刃参差不齐,初始磨削型面精度难以提高,且砂轮耐用度低,磨料损失严重,这是目前国内外电镀CBN砂轮使用中普遍存在的问题。
一、砂轮的分体结构
图1所示砂轮共分为四个部分:带锥孔的砂轮支承体;弹性薄壁套;与薄壁套相结合的无磨粒电镀金属层;以及带有磨粒的电镀金属层。锥孔设计是为了达到与砂轮轴装配时的同轴要求。
图1 砂轮的分体结构
二、电镀过程
电镀工艺过程主要分为基体及磨粒准备、镀液调制、植砂和电镀(预镀、加厚镀)等,以及用于磨粒等高性改善的中期处理和相关镀后处理工艺。镀液是以瓦特镍为本液加含钴离子的溶液配制而成,如表1所示。
表1 镀液的配制
镀液组成(g/L):
NiSo4·7H2O 200-220
H3BO3 30-40
CoSO4·7H2O 25-35
NaCl 10-20
十二烷基硫酸钠 0.1
操作条件
PH 4.0-4.5
温度:45-60℃
电流密度: 1-4A/dm²
搅拌:依过程而定
电镀过程中需要注意的有关问题:
1) 必须对砂轮基体表面采用严格的前处理工序;
2) 需要对CBN磨粒进行严格筛选,以减少颗粒的尺寸差分布;
3) 利用化学处理过程有效去除磨粒表面污渍,提高磨粒的润湿能力;
4) 砂轮尖角处采用大弧平滑接合,从而优化边缘区域的电流分布;
5) 采用局部间断上砂装置,充分利用“散极”改变电流密度分布造成局部稳定上砂区,可减少上砂时间1/3-1/2,而且很好地保证了植砂期间沉积镀层的均匀性;
6) 加厚镀初期电镀参数应适当降低;
7) 镀后处理工艺可大大减小氢脆倾向,使镀层结合力提高4倍以上。
三、等高性中期处理
中期处理是在预镀植砂之后进行。图2所示为利用外镀磨粒的弹性薄套的膨胀和标准刚性套的内挤压作用,使镀后切刃以标准刚性套内表面为基准面重新改变切刃在高度上的分布。弹性薄套可沿垫块底面自由滑动。薄套膨胀是利用特制塞柱通过中心通孔可产生的均匀挤压作用而获得。
图2 镀层磨粒等高性的获得
设:塞柱有效作用直径为D;弹性薄套内径为d1、外径为d2;预镀层半边厚度为Dr3;磨粒平均粒径为d3(最大值d3max,最小值d3min);刚性套内径为d4;垫块内径为d5;固砂半边厚度为Dr6。磨粒最低突出高度为d(以预镀层为基准)。操作工艺设计条件为:
1) d4/21/D[Dr3+(d2-d1)/2]+D/2+d3min4/2+(d3min-d);
2) d2+2Dr3+2d3max4;
3) d14) D52
5) 40%d3 6) (d2-d1)/2<10%d1
四、电镀砂轮的质量测试与检查
单层电镀CBN砂轮(80/100磨粒)经检验发现,砂轮的预镀层和加厚镀层色泽均匀、镀层平整,中期胀挤处理无磨粒破碎。尖角边缘的镀层与其它部位相比无明显高出现象。利用硬质钢片往复刮磨砂轮工作面,磨粒基本无脱落。磨粒间距基本均匀,磨粒边缘间距分布在200-500µm。磨粒埋入率保持在2/3-4/5,通过安排加厚镀时间来控制。将测试结果统计分析得到胀挤前磨粒高度差分布离散性很大,可达50µm左右。改善后各磨粒突出高度差明显减小,基本可控制在10µm甚至更低范围内。
笔者在D2110 型万能外圆电解磨床上利用直径f20mm的单层电镀CBN砂轮(80/100磨粒)磨削305轴承内环,测试在预磨5min之后进行。结果表明在其它条件均不变的情况下,与普通电镀CBN砂轮相比,使用等高性改善的砂轮时其磨削功率略有提高,而工件加工表面粗糙度则降低了约50%。
砂轮等高性是电镀CBN砂轮推广中值得研究的重要问题。本文提出的砂轮制造方法,工艺可靠,实现简便,磨粒把持力强且可有效地降低工件磨削表面粗糙度,这对于CBN砂轮的应用实践具有一定推广意义。
山东轻工业学院机电系 宋贵亮 张玮
东北大学机械学院 蔡光起 巩亚东
原载:《机械工艺师》(现称《现代制造工程》)2000年第5期








 豫公网安备41019702003646号
豫公网安备41019702003646号