

 手机资讯
手机资讯 官方微信
官方微信摘要 针对电镀砂轮制造过程中存在的磨粒等高性不好的问题,采用白刚玉油石对其进行修整。通过选择合理的修整参数,使得砂轮和油石的相互作用力控制在一定的范围内,实现突出高度较高,结合强度差的磨粒的去除;而对等高性较好,结合强度较高的磨粒影响不大,从而达到修整的目的。为了对修整效果进行评价,采用激光扫描方法得到修整前后砂轮的地貌,并根据地貌的不同特征分析和验证修整效果,重点关注磨粒出刃高度和等高性。
电镀超硬磨料砂轮具有磨削比高、锋利性好、结合强度高、成本低等特点,主要用于难加工材料的精密高速、超高速磨削加工[1]。电镀砂轮一般只有一层磨粒,所以不太适合修整,通常只能通过坯体的制造精度和镀层控制来保持其精度。由于不能在机修整,可实现的磨削精度难以提高。
根据砂轮在磨削过程中去除工件材料的机理,最先参与磨削的是砂轮上的最高点,如果砂轮在制造过程中高点较少,则极易产生砂轮钝化。尤其针对结合强度较高的电镀砂轮,高点在较小的磨削力的作用下很难去除掉,直到钝化后产生了较大的磨削力,高点才有可能去除。而此时磨削温度已经很高,易于引起工件磨削表面的烧伤,降低磨削表面质量。所以,在采用电镀砂轮磨削之前应该尽可能的使较多的磨粒高点在同一尺寸范围内,从而使得尽可能多的磨粒参与磨削,减小磨削力并降低磨粒的钝化速度。国产的电镀砂轮主要采用外镀法制造[2],其磨粒的突出高度存在圈套的差异,尤其存在少量的突出高度较高的磨粒,它们的存在大大降低了砂轮的磨削性能,应该在磨削加工之前通过修整环节尽量多的去除突出高度较大的少量磨粒,尽量保持磨粒的等高性。
针对以上电镀砂轮存在的问题,国内外很多学者在金属结合剂砂轮的修锐方面做了大量的研究,提出了许多先进的修整工艺和方法,如ELID修锐[3]、电火花修锐[4]以及激光修锐等。这些方法对于提高电镀砂轮的磨粒突出高度、增大容屑空间和提高砂轮的磨削效率等方面具有重要意义,但对于提高磨粒的等高性方面作用不大,而且这些方法较为复杂,成本较高,不太容易实现工程应用。本文探讨了采用刚玉油石进行电镀CBN砂轮修整的可行性和效果,分析了油石对于电镀砂轮表面磨粒“高点”的去除机理,并通过修整前后砂轮地貌的测量结果验证以上分析结论。
1电镀砂轮修整机理分析
电镀砂轮由于其工艺上的特点,CBN磨粒在砂轮表面的分布不均匀,且镀层金属对磨粒的包裹高度也有较大差异。主要原因是砂轮自身表面凸凹不平,在电镀过程中各区域放电能量不同,针对磨粒的结合强度也不相同,易产生如图1所示的效果。
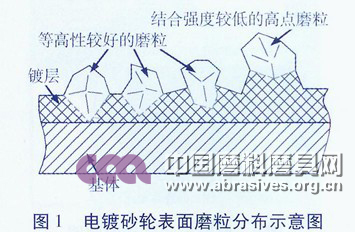
针对图1所示电镀后的砂轮表面,需要进行修整去除结合强度较低的高点后,砂轮的磨削性能才具有一定的持久性,否则极易引起少量高点参与磨削,造成磨削力过大、磨削温度过高而产生磨削烧伤等不良后果。突出的高点被结合剂包裹的高度较小,相应的结合强度较低,所以采用油石与电镀砂轮对磨时产生的一定大小的磨削力去除突出较高的磨粒,从而提高电镀砂轮的等高性是可行的。
镀层金属和磨粒以及和砂轮基体之间并不是化学冶金结合,而是镀层金属对磨粒的包裹镶嵌作用,因而把持力相对较小。在电镀砂轮与油石相互作用时,作用力可以分解为法向作用力和切向作用力,根据已有修整力实验结果,切向修整力起主要作用,所以选择合理的修整参数范围,使得产生的修整力在一定的范围内,可以修整掉突出高度较高、结合强度较小的磨粒,但修整力不足以去除等高性较好、结合强度高的磨粒,从而达到电镀砂轮修整的目的。
2修整及地貌测量实验
修整实验所采用的砂轮为10mm直径电镀CBN砂轮。国产电镀砂轮工艺不够成熟和稳定,磨粒的等高性较差,如果不进行修整而直接用于磨削加工,则易产生较大的磨削力和高的磨削温度,砂轮的磨削性能较差。工程应用中应该采用效率较高且性能可靠的方式进行电镀砂轮修整。因此,根据上述的修整机理选择普通磨料油石对超硬磨料电镀砂轮进行修整,本修整实验所采用的是白刚玉油石。
根据电镀的参数和已有的修整实验成果设定实验参数,单次修整深度为磨粒平均直径的1/10,这样可以得到大小适中的修整力,从而达到去除砂轮上的高点而提高电镀砂轮等高性的目的。修整实验所采用的修整参数如表1所示。
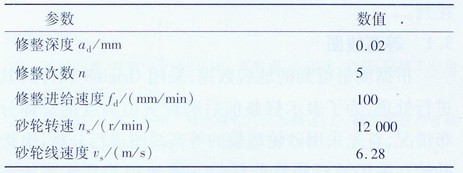
修整实验在课题组自主研发的三轴立式磨削实验平台上进行,机床主轴最高转速为15000r/min,修整实验采用的磨削液为10%水基乳化液,修整实验现场如图2所示。
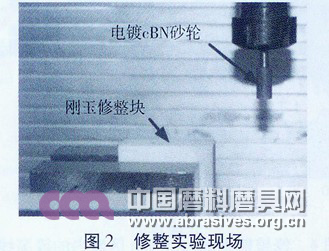
为了评价油石对电镀砂轮的修整效果,本文采用修整前后电镀砂轮的地貌特征进行对比和评价。砂轮地貌的测量采用自主开发的激光扫描测量平台,测量原理和测量现场如图3所示。其中激光传感器的光源为点光源,光源直径为50μm,三轴移动平台的分辨率为0.1μm。根据已有的关于激光扫描测量砂轮地貌的研究成果[6],选择50μm作为采样步长。
3实验结果及分析
对修整前后电镀砂轮上几乎相同区域内砂轮地貌进行测量,通过上述合理的测量参数得到砂轮地貌的数据点文件并对其进行分析处理,主要通过的修整前后砂轮的地貌等高线图、沿砂轮轴向的轮廓线和圆周方向的轮廓线图,以及三维地貌的统计特征进行评判。
3.1等高线图
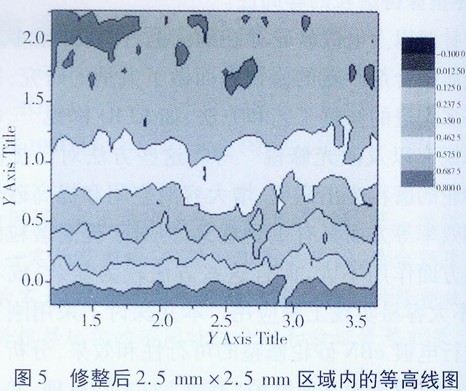
根据测量得到的地貌数据,采用Origin8软件对其进行处理,为了表示修整前后磨粒突出高度的总体分布情况,首先采用砂轮地貌的等高线图进行分析,电镀砂轮在采用油石修整前后的三维地貌等高线图如图4、图5所示。
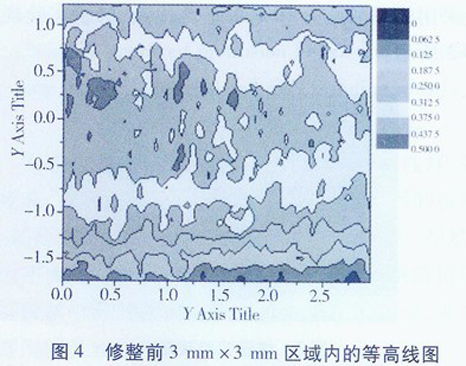
根据等高线图可以得到,修整后其磨粒高点的分布在轴线方向表现出更大的一致性,同时接近最高点部分面积较大,表明沿着电镀砂轮的圆周方向磨粒的等高性得到改善。而修整前高点的分布则很不均匀,说明油石修整对于去除电镀CBN砂轮的高点具有一定的效果。
3.2轮廓图
为了对油石修整前后电镀砂轮的地貌特征进行进一步的分析和验证,针对测量数据采用Origin软件绘制了不同截面内磨粒突出高度的分布曲线,主要关注的是沿着砂轮圆周和砂轮轴线两个方向,分析结果如图6、图7所示。鉴于砂轮表面磨粒分布的随机性特征,验证采用修整前后两个方向上轮廓曲线的统计特征。
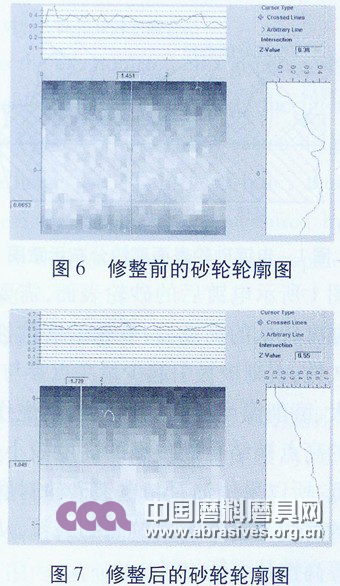
根据修整前后砂轮地貌的轮廓图可以得到,沿着轴线方向磨粒的突出高度在油石修整后明显变化趋于平缓,在2.5mm的范围内一致性较好,基本保持在0.1mm的范围之内(80#砂轮的平均磨粒直径约为0.2mm),为磨粒平均直径的50%左右。而在修整前,沿着轴线方向的轮廓变化幅度较大,已经超过0.15mm范围,一致性较差,说明有突出高度较高的磨粒存大,主要还是因为电镀砂轮制造的问题。同样,通过沿着圆周方向的轮廓也可以看到,修整后的轮廓更加接近圆,其“圆跳动”要远小于修整前的值。所以通过轮廓图可以进一步说明油石修整对于改善电镀CBN砂轮的磨粒等高性具有比较明显的效果。
3.3三维地貌对比
为了对油石修整在提高电镀砂轮等高性方面的作用做更加直观的说明,绘制了修整前后的三维地貌,分别如图8、图9所示。
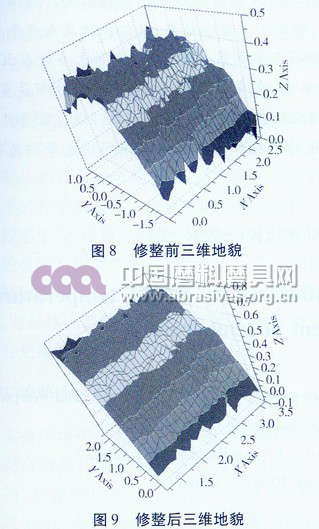
通过图8、图9所示的修整前后电镀砂轮三维地貌对比图可以直观地得到油石的修整效果。在同样是0.1mm的高度范围内,修整后的三维地貌更加平整,尤其在接近最高点附近,因为在最高点附近所测得的磨粒高度最接近真实的突出高度,修整后接近最高点的三维地貌要比修整前的地貌平整。
3.4地貌评价指标定量分析
根据已经提出的评价指标[6]对电镀砂轮修整前后磨粒出刃高度和等高性进行统计分析,分析结果如表2所示。其中出刃高度增大8%,等高性46%,修整对于改善电镀砂轮的等高性影响较大。
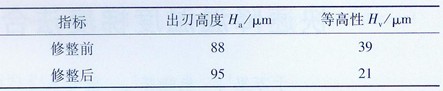
根据砂轮地貌评定指标的分析结果可以看出油石修整法对于提高电镀砂轮的等高性作用比较明显,同时对于镀层金属结合剂具有一定的去除作用,可以增大电镀CBN砂轮的出刃高度。
4结论
(1) 根据电镀砂轮的结构特性分析了刚玉油石去除电镀砂轮磨粒高点以增加磨粒等高性的可行性。合理的修整参数的选取可以实现电镀砂轮的修整。
(2) 通过修整前后砂轮地貌的测量结果分析可以知道,在本文所选择的修整参数下,电镀砂轮的修整效果是比较明显的,其中等高性提高46%,出刃高度也有8%的提高,对于改善电镀CBN砂轮的磨削性能具有重要意义。
参考文献:
[1] 庄司克雄.磨削加工技术[M].郭隐彪,王振忠.北京:机械工业出版社,2007:33-34.
[2] 李兆高.外镀法金刚石修形滚轮与齿形修复[J].精密制造与自动化,1984(2):51-55.
[3]SANCHEZ J A,POMBOA I,CABANES I,et al.Electrical discharge truing of metal-bomded CBN wheels using single-point electrode[J].Intermational Journal of Machine Tools Manufacture,2008,48:362-370.
[4] 贾妍,蔡兰蓉,胡德金.表面放电辅助修整金属基金刚石砂轮的温度场分析和放电参数优化[J]。中国机械工程,2008,15(19):1769-1773.
[5]HOSOKAWA A,UEDA T,YUNOKI T.Laser dressing of metal bonded diamond wheel[J].CIRP Annals,2006,55(1):329-332.
[6] LIU J, CHEN W Y,CHEN F.Three-dimensional wheel topography measurement with laser triangulation[J].Key Engineering Materials,2012,499:384-389.
作者简介
刘佳(1985年),男,北京航空航天大学在读博士,主要从事航空合金精密高效切削、磨削技术研究。








 豫公网安备41019702003646号
豫公网安备41019702003646号