

 手机资讯
手机资讯 官方微信
官方微信摘要 随着现代技术的不断发展,越来越多的高硬度淬火件出现在加工现场,刚开始多数选择磨削方式作为最后加工工序,来保证淬火件的尺寸和精度。但随着刀具行业的不断研究、实践,最终研制出可以车代磨...
随着现代技术的不断发展,越来越多的高硬度淬火件出现在加工现场,刚开始多数选择磨削方式作为最后加工工序,来保证淬火件的尺寸和精度。但随着刀具行业的不断研究、实践,最终研制出可以车代磨的车刀刀具材料—硬质合金刀具、陶瓷刀具、立方氮化硼刀片。下面就具体介绍一下以车代磨的工艺及什么情况下可选择以车代磨工艺加工淬火件。
一、以车代磨的含义及工艺
所谓的以车代磨简单来说就是车削代替磨削作为精加工工序或最后加工工序,完成图纸要求尺寸和精度。
刚开始出现淬火件时磨削加工是主流,磨削可以很好的保证淬火件的尺寸,尤其是精度要求体现的更好。就如轴类淬火件的加工工艺为车加工—热处理—磨削。但是随着淬火件的批量生产和更多的大型,复杂淬火件的出现,对于磨削来说,效率太低。大型淬火件热处理后变形量大,余量大,磨削每次只能小余量磨削,而且遇到复杂的淬火件时找不到相对应的磨床磨削。之后通过刀具行业的不断努力研究、实践,最终研制出了可实现以车代磨的车刀刀具材料。分别是硬质合金刀具,陶瓷刀具,立方氮化硼刀片。现在如加工轴类淬火件的加工工艺为粗加工—热处理—精加工。
以上三种刀具最先研制出的是硬质合金刀具,在现代还是机械制造厂的主流车刀刀具。之后是陶瓷刀具—立方氮化硼刀片。其中由于淬火件是经过热处理后的工件,故硬度高,耐磨性好。选择刀具材料的同时需考虑刀具材料的刀体硬度,耐磨性和抗冲击性。以上三种刀具按硬度来说:立方氮化硼刀片>陶瓷刀具>硬质合金刀具,从韧性上来说:立方氮化硼刀片>硬质合金刀具>陶瓷刀具。可见加工淬火件立方氮化硼刀片是最有优势的。
二、什么情况下选择以车代磨工艺
虽说目前已实现以车代磨工艺,但车削并不是完全代替了磨削加工淬火件。如淬火件精度要求较高时可选择磨削方式,那什么情况下可选择以车代磨工艺,请看以下分析:
(1)在数控机床上加工复杂的表面和几个复杂的表面,车削代替磨削工序可以减少1/3——2/3的劳动量,而且能保证很高的位置精度。
(2)形状复杂的内孔或小孔。如采用磨削,要求砂轮的形状也相应复杂,有的时候无法磨削,这时采用车削最为有利。
(3)一个零件几个表面(外圆、内孔、端面、阶台、沟槽)都需磨削,这时采用车削,一道工序即可完成,可减去磨削用的工装。
(4)零件淬火后易变形和留余量小时易造成废品,这时可留余量大一些,待淬火后,再用超硬刀具切除多余余量,再磨削,以减少因变形大而产生的废品,此时可以选择韧性好的立方氮化硼刀片(非金属粘合剂立方氮化硼刀片)进行大余量硬车削。
(5)在加工载荷变动量很大的,困难条件下使用的表面高频零件,采用超硬刀具加工,工件表面组织和物理力学性能较磨削时好,可以延长零件的使用寿命。
三、以车代磨加工淬火件的车刀刀具材料
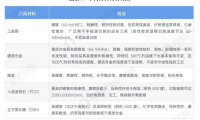
在一开始就介绍了可以车代磨的刀具材料:硬质合金刀具,陶瓷刀具,立方氮化硼刀片,并对三种刀具从硬度和韧性上做出分析,其中立方氮化硼刀片是最适合加工淬火件的刀具材料。由于淬火件经过热处理后的硬度高,属于难加工材料的一种,从硬度上来划分以上三种刀具适合的加工范围。
硬质合金刀具:由于本身刀体硬度低,故只适合加工硬度HRC45以下的淬火件,低速切削效果较好;
陶瓷刀具:众所周知脆性大是陶瓷刀具的缺点,只适合加工硬度HRC45-55之间的小余量的淬火件,并且尽量避免断续切削;
立方氮化硼刀片:由于具备较高的硬度和耐磨性,良好的抗冲击性能,故适合加工HRC45以上的淬火件。尤其是我国华菱超硬研制的非金属粘合剂立方氮化硼刀片BN-S20牌号,不仅可大余量加工淬火件,而且可断续切削,解决了传统立方氮化硼刀片不能粗加工和断续加工的问题。
华菱超硬是一家集立方氮化硼刀片设计,生产,技术服务于一体的中国民族刀具品牌企业,其刀具方案可全方位、高效的完成硬材料加工行业领域的各种零部件的车削、铣削等一系列加工。目前被广泛应用于高硬度材料,热处理后的高硬度工件,和其他难切削材料的零件领域。自创立以来,与多家机械零部件商家建立了长期合作伙伴关系,刀具产品覆盖了中国高硬度切削和高速切削产品领域的90%的市场。
四、华菱超硬非金属粘合剂立方氮化硼刀片BN-S20牌号的切削参数。
1、线速度:工件材料硬度越高,其切削速度应越小。使用立方氮化硼刀片BN-S20牌号进行车加工淬火件时,刀片能够承受的切削速度为80——200m/min,常用范围为90——150m/min;当采用大切深或强力断续切削时,切速应保持在50——100m/min。
2、吃刀深度:以车代磨淬火件时,其切深一般在0.1——0.3mm之间。当热处理变形或者加工余量大时,立方氮化硼刀片BN-S20牌号可以承受7mm左右吃刀深度,进行大余量一次走刀完成加工。
3,进给量:进给量通常可以选择0.05——0.25mm/r之间,具体数值视表面粗糙度值和生产率要求而定。当表面粗糙度要求为Ra=0.3——0.4µm时,采用立方氮化硼刀片可以代替精磨,由于加工效率高的原因,车削比用磨削经济得多。
五、总结
随着以车代磨工艺的普遍发展,为机械制造商解决了很多难加工问题,并且随着现代技术的不断发展,会出现越来越多的高硬度难加工材料,这对于刀具行业来说,只要不断推陈出新,研制出新的高硬度,高质量,高效率的刀具材料或刀片牌号,就能推动机械制造业的发展。









 豫公网安备41019702003646号
豫公网安备41019702003646号