

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611005278.3申请人:华侨大学发明人:邵铭剑方从富胡中伟徐西鹏摘要:本发明公开了一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于,修锐过程包括:氧化铝修锐...
申请号:201611005278.3申请人:华侨大学
发明人:邵铭剑 方从富 胡中伟 徐西鹏
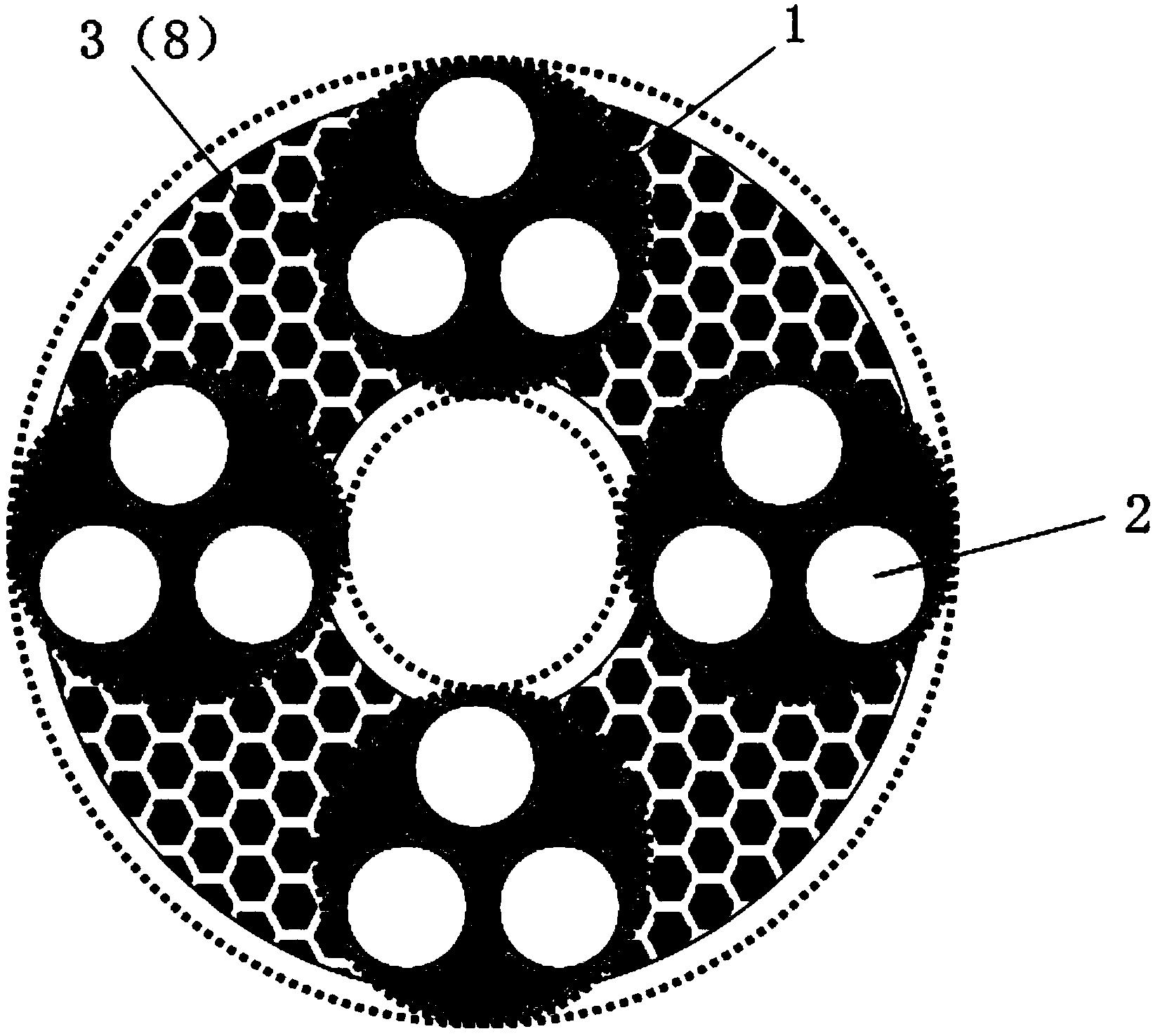
摘要:本发明公开了一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于,修锐过程包括:氧化铝修锐磨片的装载、金刚石砂轮的修锐、氧化铝修锐磨片的卸载;当砂轮磨钝后需要修锐时,首先停止机床,并将行星轮载物盘中的薄片工件取出,然后将在所述行星轮载物盘内放置同等直径的氧化铝修锐磨片,设定合适的修锐参数利用氧化铝修锐磨片对金刚石砂轮进行快速修锐,砂轮修锐后,取下氧化铝修锐磨片,换上薄片工件,又可继续加工。此方法可实现行星磨削砂轮的快速修锐,简化了砂轮修锐的操作步骤,提高了加工效率。
2.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:所述金刚石砂轮的磨粒粒径为10~60μm。
3.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:所述氧化铝修锐磨片的数量可与薄片工件数量一致,对称放置,所述氧化铝修锐磨片的直径与工件一致。
4.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:所述氧化铝修锐磨片为含有氧化铝磨粒的圆形薄片,其厚度为1mm~1.5mm,磨粒粒度为#150~#180。
5.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:所述修锐过程的正压力为0.6-1.2kPa。
6.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:所述上磨盘的转速为30r/min~40r/min,所述下磨盘的转速为25r/min~35r/min,所述上磨盘与所述下磨盘的旋转方向相反;所述行星轮的转速为5r/min~15r/min。
7.根据权利要求1所述的一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于:修锐时间可根据砂轮状况而定,大约为2min~5min。
8.一种硬脆薄片零件行星磨削砂轮快速修锐方法,用于对行星磨削设备的CBN砂轮进行修锐,其特征在于,修锐过程包括:氧化铝修锐磨片的装载,当CBN砂轮磨钝后需要修锐时,首先停止机床,并将行星轮载物盘中的薄片工件取出,然后将在所述行星轮载物盘内放置同等直径的氧化铝修锐磨片;CBN砂轮的修锐,设定合适的修锐参数利用氧化铝修锐磨片对金刚石砂轮进行快速修锐;氧化铝修锐磨片的卸载,金刚石砂轮修锐完成后,取下氧化铝修锐磨片,换上薄片工件,可继续加工。








 豫公网安备41019702003646号
豫公网安备41019702003646号