

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610083495.8申请人:广东工业大学发明人:伍尚华陈健邓欣刘伟刘汝德陈少华摘要:一种金刚石复合涂层、具有金刚石复合涂层的梯度超细硬质合金刀具及其制备方法。合金刀...
申请号:201610083495.8申请人:广东工业大学
发明人:伍尚华 陈健 邓欣 刘伟 刘汝德 陈少华
摘要:一种金刚石复合涂层、具有金刚石复合涂层的梯度超细硬质合金刀具及其制备方法。合金刀具由刀具基体和金刚石复合涂层构成。刀具基体设置有正常组织层、富钴过渡层和贫钴富立方相层。金刚石复合涂层包括作为过渡层的Ti-Al-Si-Cr合金层和作为功能层的金刚石层。本发明具有该金刚石复合涂层的梯度超细硬质合金刀具,其刀具基体与金刚石复合涂层结合性好,整体刀具具有良好的耐磨耐温性能,强度高、抗冲击性能优良。金刚石复合涂层,其与刀具基体结合性良好,复合涂层的涂层之间附着力良好,其耐高温性、耐腐蚀性、耐磨性良好。
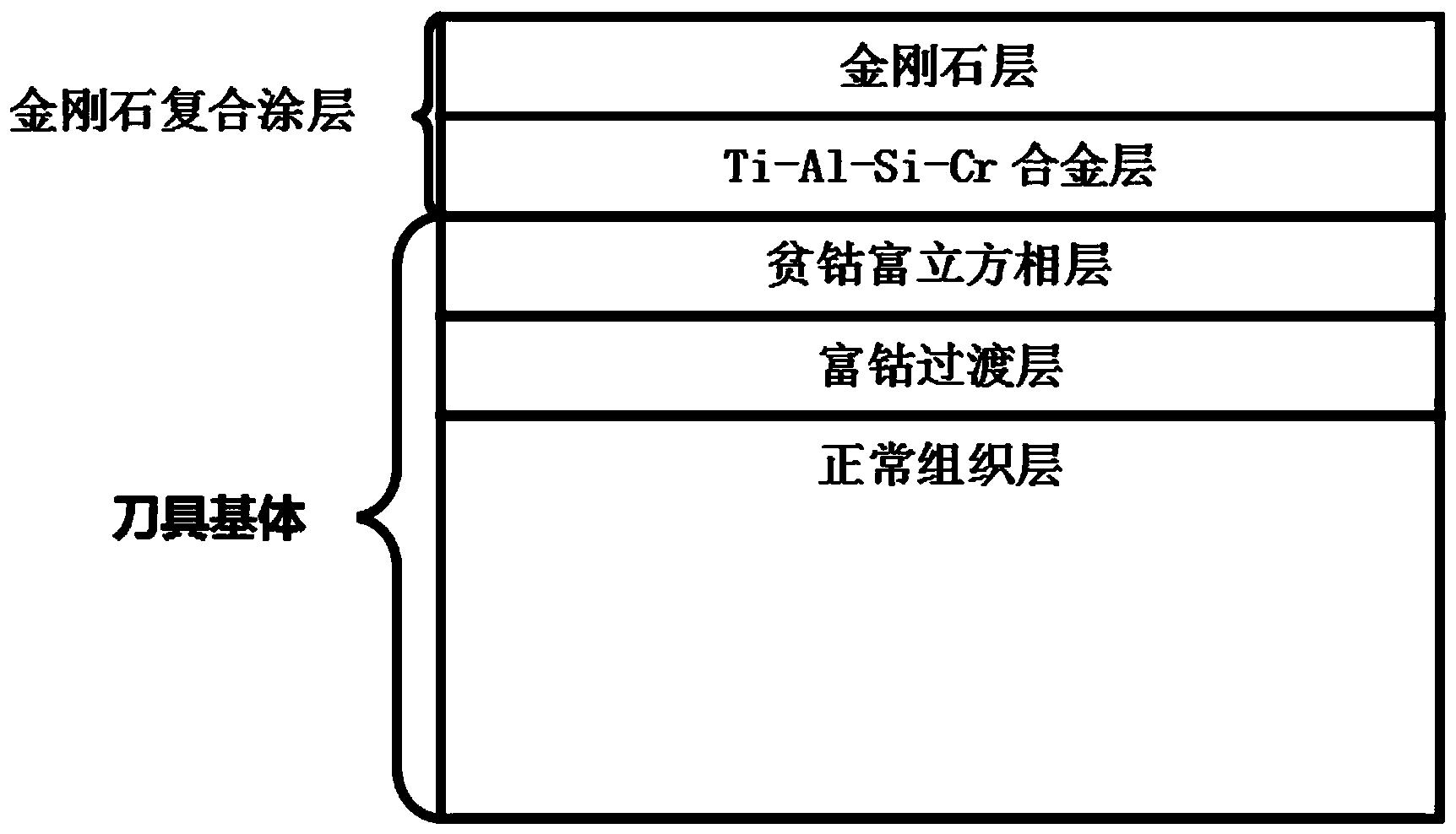
2.根据权利要求1所述的具有金刚石复合涂层的梯度超细硬质合金刀具,其特征在于:所述刀具基体中钴的含量为5-15wt.%;所述正常组织层为超细硬质合金,WC晶粒尺寸为1-10000nm;所述正常组织层的厚度大于2mm,所述富钴过渡层的厚度为20-100微米;所述贫钴富立方相层的厚度为20-50微米;所述Ti-Al-Si-Cr合金层的厚度为2-3微米,所述金刚石层的厚度为15-20微米。
3.根据权利要求2所述的具有金刚石复合涂层的梯度超细硬质合金刀具,其特征在于:所述刀具基体中钴的含量为8-12wt.%;所述正常组织层的WC晶粒尺寸为1nm-400nm;所述Ti-Al-Si-Cr合金层通过物理气相沉积法制备,所述金刚石层通过化学气相沉积法制备。
4.根据权利要求3所述的具有金刚石复合涂层的梯度超细硬质合金刀具,其特征在于:所述Ti-Al-Si-Cr合金层的具体制备方法如下,(1.1)准备Ti-Al-Si-Cr合金靶材(1.2)物理气相沉积方法镀膜把经超声波清洗的硬质合金刀具基体放入PVD设备的真空室,抽真空达到0.5×1O-1-1.5×1O-1Pa时,开启电弧源,进行离子轰击,清洗硬质合金刀具基体表面2-5分钟;然后在轰击偏压200-300V、弧电源50-90A的条件下,镀膜20-60分钟;然后关闭弧电源,使真空室缓慢冷却,1-2小时后取出样品;此时,硬质合金刀具基体贫的钴富立方相层表面镀制了一层厚度为2-3微米的Ti-Al-Si-Cr合金层;表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中制备刚石生层,制备金刚石层的具体方法如下,(2.1)把镀有Ti-Al-Si-Cr合金层的硬质合金刀具基体放入化学气相沉积设备的真空室,使刀具基体距离电阻丝2mm-6mm;(2.2)打开冷却水系统,先抽真空到8-15托,然后打开热丝电源,缓慢加电流,电流达到500-650A时,打开氢气质量流量计,流量为900-1000SDDM;(2.3)3分钟后打开甲烷质量流量计,流量为100-300SDDM,1.5-3小时后减小电流,关闭甲烷流量计,15-30分钟后电流为零,此时关闭氢气流量计,保持冷却系统正常运转;(2.4)1-1.5小时后关闭冷却系统,打开真空室门,取出整体刀具,此时,Ti-Al-Si-Cr合金层表面镀有一层厚度为15-20微米的金刚石层。
5.根据权利要求4所述的具有金刚石复合涂层的梯度超细硬质合金刀具,其特征在于:所述Ti-Al-Si-Cr合金层的具体制备方法如下,(1.1)Ti-Al-Si-Cr合金靶材的制备采用纯度99.99%的高纯海绵钛、纯度99.99%的高纯铝、纯度99.99%的高纯硅、99.99%的高纯铬作为原料,以重量百分比计:Ti占70-80%、Al占5-10%、Si占5-10%、Cr占10-20%的比例进行真空冶炼得到合金锭,然后将合金锭加工成直径120mm、长200mm的柱形靶材作为Ti-Al-Si-Cr合金靶材;(1.2)物理气相沉积方法镀膜把经超声波清洗的硬质合金刀具基体放入PVD设备的真空室,抽真空达到1×1O-1Pa时,开启电弧源,进行离子轰击,清洗硬质合金刀具基体表面3分钟;然后在轰击偏压250V、弧电源60A的条件下,镀膜30-40分钟;然后关闭弧电源,使真空室缓慢冷却,1.5小时后取出样品;此时,刀具基体的贫钴富立方相层表面镀制了一层厚度为2-3微米的Ti-Al-Si-Cr合金层;表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中制备刚石生层,制备金刚石层的具体方法如下,(2.1)把镀有Ti-Al-Si-Cr合金层的硬质合金刀具基体放入化学气相沉积设备的真空室,使刀具基体距离电阻丝3mm-4mm;(2.2)打开冷却水系统,先抽真空到10托,然后打开热丝电源,缓慢加电流,电流达到600A时,打开氢气质量流量计,流量为900-1000SDDM;(2.3)3分钟后打开甲烷质量流量计,流量为150-200SDDM,2小时后减小电流,关闭甲烷流量计,20分钟后电流为零,此时关闭氢气流量计,保持冷却系统正常运转;(2.4)1-1.5小时后关闭冷却系统,打开真空室门,取出整体刀具,此时,Ti-Al-Si-Cr合金层表面镀有一层厚度为15-20微米的金刚石层。
6.如权利要求1至5任意一项所述的具有金刚石复合涂层的梯度超细硬质合金刀具的制备方法,其特征在于:包括刀具基体的制备和在刀具基体表面制备金刚石复合涂层;金刚石复合涂层的制备是先通过物理气相沉积法在刀具基体的贫钴富立方相层表面镀制Ti-Al-Si-Cr合金层,表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中以化学气相沉积法刚石生层。
7.如权利要求6所述的具有金刚石复合涂层的梯度超细硬质合金刀具的制备方法,其特征在于:所述Ti-Al-Si-Cr合金层的具体制备方法如下,(1.1)准备Ti-Al-Si-Cr合金靶材(1.2)物理气相沉积方法镀膜把经超声波清洗的硬质合金刀具基体放入PVD设备的真空室,抽真空达到0.5×1O-1-1.5×1O-1Pa时,开启电弧源,进行离子轰击,清洗硬质合金刀具基体表面2-5分钟;然后在轰击偏压200-300V、弧电源50-90A的条件下,镀膜20-60分钟;然后关闭弧电源,使真空室缓慢冷却,1-2小时后取出样品;此时,硬质合金刀具基体贫的钴富立方相层表面镀制了一层厚度为2-3微米的Ti-Al-Si-Cr合金层;表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中制备刚石生层,制备金刚石层的具体方法如下,(2.1)把镀有Ti-Al-Si-Cr合金层的硬质合金刀具基体放入化学气相沉积设备的真空室,使刀具基体距离电阻丝2mm-6mm;(2.2)打开冷却水系统,先抽真空到8-15托,然后打开热丝电源,缓慢加电流,电流达到500-650A时,打开氢气质量流量计,流量为900-1000SDDM;(2.3)3分钟后打开甲烷质量流量计,流量为100-300SDDM,1.5-3小时后减小电流,关闭甲烷流量计,15-30分钟后电流为零,此时关闭氢气流量计,保持冷却系统正常运转;(2.4)1-1.5小时后关闭冷却系统,打开真空室门,取出整体刀具,此时,Ti-Al-Si-Cr合金层表面镀有一层厚度为15-20微米的金刚石层。
8.如权利要求7所述的具有金刚石复合涂层的梯度超细硬质合金刀具的制备方法,其特征在于:所述Ti-Al-Si-Cr合金层的具体制备方法如下,(1.1)Ti-Al-Si-Cr合金靶材的制备采用纯度99.99%的高纯海绵钛、纯度99.99%的高纯铝、纯度99.99%的高纯硅、99.99%的高纯铬作为原料,以重量百分比计:Ti占70-80%、Al占5-10%、Si占5-10%、Cr占10-20%的比例进行真空冶炼得到合金锭,然后将合金锭加工成直径120mm、长200mm的柱形靶材作为Ti-Al-Si-Cr合金靶材;(1.2)物理气相沉积方法镀膜把经超声波清洗的硬质合金刀具基体放入PVD设备的真空室,抽真空达到1×1O-1Pa时,开启电弧源,进行离子轰击,清洗硬质合金刀具基体表面3分钟;然后在轰击偏压250V、弧电源60A的条件下,镀膜30-40分钟;然后关闭弧电源,使真空室缓慢冷却,1.5小时后取出样品;此时,刀具基体的贫钴富立方相层表面镀制了一层厚度为2-3微米的Ti-Al-Si-Cr合金层;表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中制备刚石生层,制备金刚石层的具体方法如下,(2.1)把镀有Ti-Al-Si-Cr合金层的硬质合金刀具基体放入化学气相沉积设备的真空室,使刀具基体距离电阻丝3mm-4mm;(2.2)打开冷却水系统,先抽真空到10托,然后打开热丝电源,缓慢加电流,电流达到600A时,打开氢气质量流量计,流量为900-1000SDDM;(2.3)3分钟后打开甲烷质量流量计,流量为150-200SDDM,2小时后减小电流,关闭甲烷流量计,20分钟后电流为零,此时关闭氢气流量计,保持冷却系统正常运转;(2.4)1-1.5小时后关闭冷却系统,打开真空室门,取出整体刀具,此时,Ti-Al-Si-Cr合金层表面镀有一层厚度为15-20微米的金刚石层。
9.一种用于梯度超细硬质合金刀具的金刚石复合涂层,其特征在于:包括用于沉积于刀具基体的贫钴富立方相层表面作为过渡层的Ti-Al-Si-Cr合金层和沉积于过渡层上作为功能层的金刚石层。
10.如权利要求9所述的金刚石复合涂层的制备方法,其特征在于:具体制备方法如下,(1.1)Ti-Al-Si-Cr合金靶材的制备采用纯度99.99%的高纯海绵钛、纯度99.99%的高纯铝、纯度99.99%的高纯硅、99.99%的高纯铬作为原料,以重量百分比计:Ti占70-80%、Al占5-10%、Si占5-10%、Cr占10-20%的比例进行真空冶炼得到合金锭,然后将合金锭加工成直径120mm、长200mm的柱形靶材作为Ti-Al-Si-Cr合金靶材;(1.2)物理气相沉积方法镀膜把经超声波清洗的硬质合金刀具基体放入PVD设备的真空室,抽真空达到1×1O-1Pa时,开启电弧源,进行离子轰击,清洗硬质合金刀具基体表面3分钟;然后在轰击偏压250V、弧电源60A的条件下,镀膜30-40分钟;然后关闭弧电源,使真空室缓慢冷却,1.5小时后取出样品;此时,刀具基体的贫钴富立方相层表面镀制了一层厚度为2-3微米的Ti-Al-Si-Cr合金层;表面沉积了Ti-Al-Si-Cr合金层的硬质合金刀具基体经丙酣清洗干燥后,放入化学气相沉积金设备中制备刚石生层,制备金刚石层的具体方法如下,(2.1)把镀有Ti-Al-Si-Cr合金层的硬质合金刀具基体放入化学气相沉积设备的真空室,使刀具基体距离电阻丝3mm-4mm;(2.2)打开冷却水系统,先抽真空到10托,然后打开热丝电源,缓慢加电流,电流达到600A时,打开氢气质量流量计,流量为900-1000SDDM;(2.3)3分钟后打开甲烷质量流量计,流量为150-200SDDM,2小时后减小电流,关闭甲烷流量计,20分钟后电流为零,此时关闭氢气流量计,保持冷却系统正常运转;(2.4)1-1.5小时后关闭冷却系统,打开真空室门,取出整体刀具,此时,Ti-Al-Si-Cr合金层表面镀有一层厚度为15-20微米的金刚石层。








 豫公网安备41019702003646号
豫公网安备41019702003646号