

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610114275.7申请人:上海科弦精密工具有限公司发明人:滕守斌摘要:本发明公开了一种金刚石涂层刀具退涂的方法,将磨损后的金刚石涂层刀具用丙酮或酒精清洗干净;将清...
申请号:201610114275.7申请人:上海科弦精密工具有限公司
发明人:滕守斌
摘要:本发明公开了一种金刚石涂层刀具退涂的方法,将磨损后的金刚石涂层刀具用丙酮或酒精清洗干净;将清洗干净后的金刚石涂层刀具固定于等离子增强化学气相沉积设备的样品台中央,待等离子增强化学气相沉积设备抽真空加热后通入氧气和3GHz微波等离子束,使得刀具表面的金刚石涂层在等离子作用下燃烧成微颗粒,冷却后取出刀具;用丙酮清洗去除微粒,露出刀具基体,退涂过程完成,本发明方法简单方便,适合规模化生产,生产效率高。
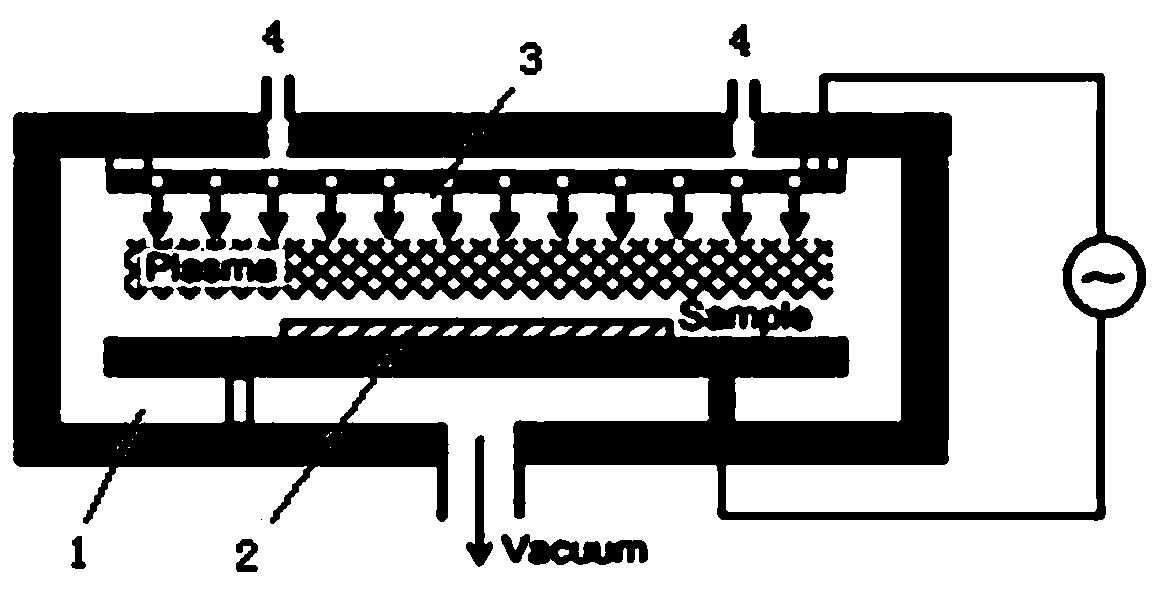
2.根据权利要求1所述的金刚石涂层刀具退涂的方法,其特征是:所述第(2)步骤中等离子增强化学气相沉积设备的真空室抽真空后的压力不高于100Pa。
3.根据权利要求1所述的金刚石涂层刀具退涂的方法,其特征是:所述第(2)步骤中所述氧气的输入速度不低于0.3升/分钟,并且通入氧气后保持的压力不低于3000Pa。
4.根据权利要求1所述的金刚石涂层刀具退涂的方法,其特征是:所述第(2)步骤中金刚石涂层在等离子增强化学气相沉积设备真空室内的燃烧温度超过1100℃。








 豫公网安备41019702003646号
豫公网安备41019702003646号