申请号:201720421592.3申请日:2017.04.20国家/省市:中国安徽(34)主分类号:B23B2...
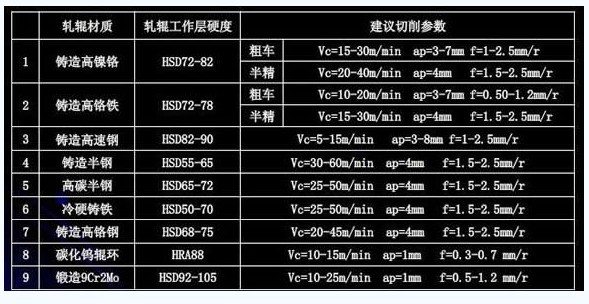
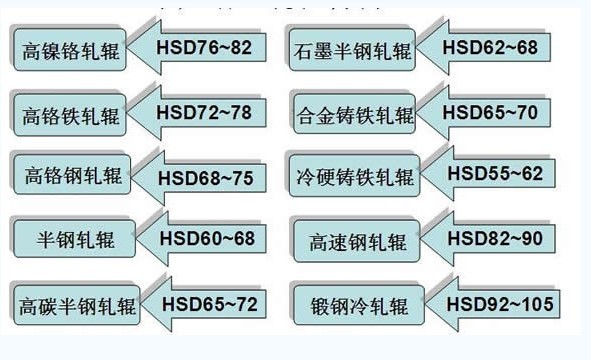
一,车轧辊常用的机夹车刀型号选择:大型轧辊常采用重型轧辊车床加工,重型轧辊常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*2...
申请号:201210308515申请人:沈阳黎明航空发动机(集团)有限责任公司摘要:本发明的目的在于提供一种满足高精度砂轮修整工具磨削零件精度要求的金刚石滚轮载体阴模的...
摘要:传统的钛合金车削加工因其切削速度低,刀具耐用度低,加工质量难于控制,导致加工效率低。经多次钛合金车削加工试验、优选了刀具材料,确定了刀具几何参数,依据刀具磨损情况...
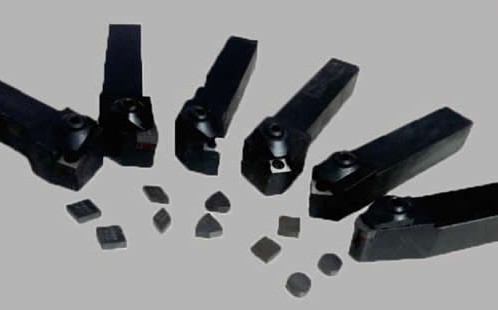
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因...
据日经BP社报道:日本泰珂洛(Tungaloy,总部:川崎市)上市了前角较大的断屑器“HMM”,尤其适用于飞机领域需求不断扩大的耐热合金及难切削...
大隈(OKUMA)将上市最大加工直径为1.6m的门式车削加工中心“VTR-160A”。以门式加工中心为基础,实现了高刚性。进而还通过抑制热变形提...
日本泰珂洛超硬工具有限公司推出嵌入有立方氮化硼涂层的BXM10工具更加适合车削加工硬金属材料。新工具的特点为使用最新多个涂层以及基体,BXM10型工具更具耐磨性能,能够...
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因...
日本泰珂洛超硬工具有限公司推出嵌入有立方氮化硼涂层BXM10工具更加适合车削加工硬金属材料。新工具特点为使用最新多个涂层以及基体,BXM10型工具更具耐磨性能,能够以超...
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因...
东风汽车有限公司设备制造厂日前制成国内第一台自主研发的数控双轴立式车削加工中心。数控双轴立式车削加工中心引入全新立车设计理念,克服了传统立车自动化程度低、缺乏柔性、效率...
日前上市了仿切削加工刀具“YNMG16形”,通过采用25°锥尖角,降低了工具与被切削材料之间的干扰。过去就有锥尖角为55°和35...
涂层的切削性能明显优于TiN涂层。加工Inconel178的刀具寿命尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是...

2月7日,中国超硬材料网总经理石超一行走进郑州沃德超硬材料有...

10月28日,中国超硬材料网总经理石超、顾问吕华伟、南阳富栊...
中国超硬材料网将通过一件件大事件回顾2023年的超硬材料行业华丽蝶变,在回顾和盘点中,温故知新!
2023年9月20日,时隔四年,期待已久的第六届磨料磨具磨削展览会在郑州国际会展中心隆重开幕。本次展览会由中国机械工业集团有限公司、国机精工股份有限公司、中国机械国际合作股份有限公司联合主办。旨在推动中国磨料磨具行业的快速发展,加强国内外企业的交流与合作。


 手机资讯
手机资讯 官方微信
官方微信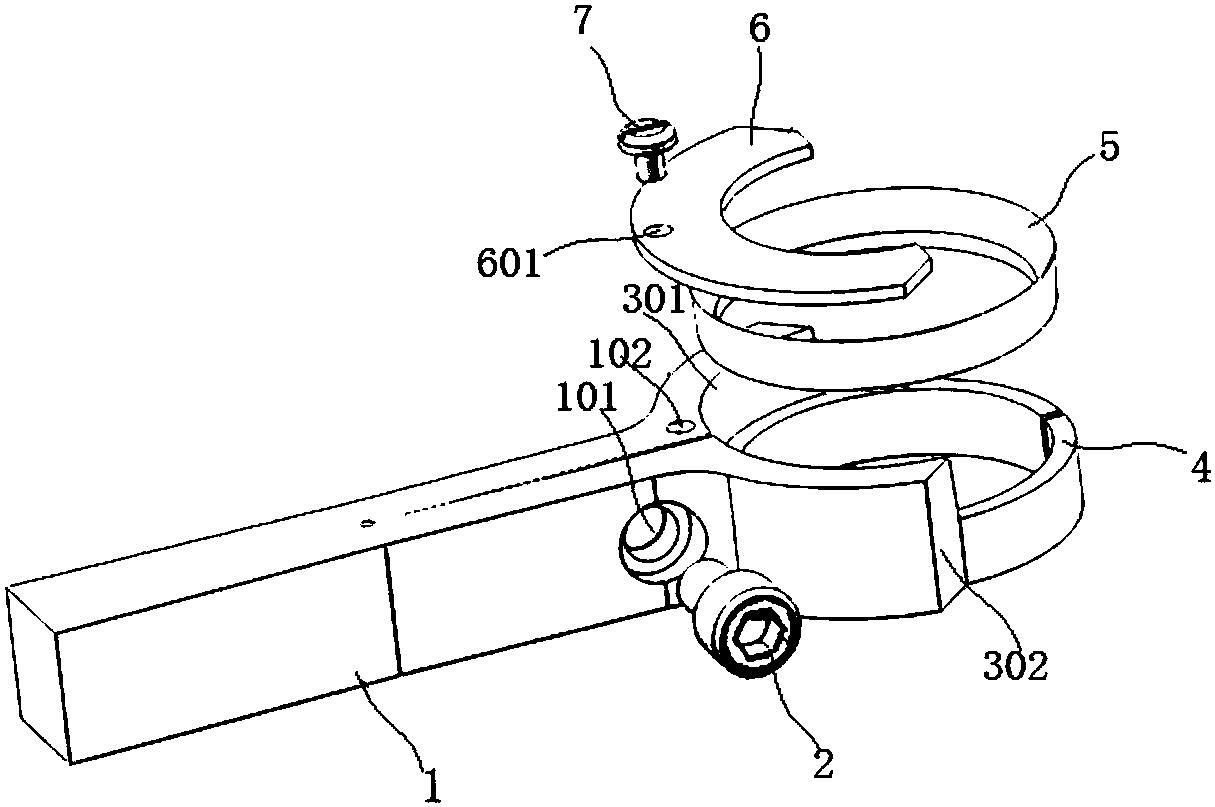







 豫公网安备41019702003646号
豫公网安备41019702003646号