

 手机资讯
手机资讯 官方微信
官方微信
摘要 曲轴是发动机中承受冲击载荷、传递动力的重要零件,在发动机五大件中最难以保证加工质量。由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理、表面强化及动平衡...
曲轴是发动机中承受冲击载荷、传递动力的重要零件,在发动机五大件中最难以保证加工质量。由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理、表面强化及动平衡等要求都十分严格。如果其中任何一个环节质量没有得到保证,则可严重影响曲轴的使用寿命和整机的可靠性。
目前,在汽车发动机关键零部件加工中,缸体、缸盖柔性加工自动线的进程和水平均略高一筹。在许多人看来,似乎缸体、缸盖是发动机最关键的零件,许多机床制造商把大部分精力都用于此。其实,曲轴加工柔性线的技术含量要高于缸体、缸盖柔性生产线。缸体、缸盖柔性线主要由加工中心组成,而曲轴柔性生产线不仅有加工中心,而且还有数控车、曲轴油孔数控钻床、沉割槽数控滚压机床、数控外铣机床、数控车拉拉机床、数控磨床及砂带磨床等,专有技术可谓之多、之难,从设备可见一斑。
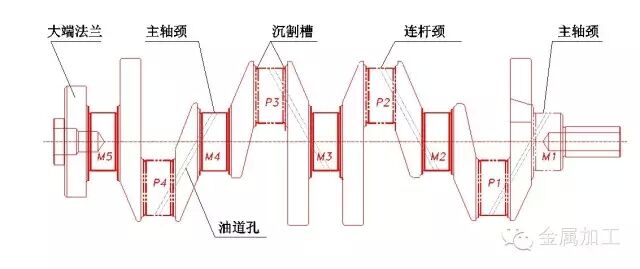
曲轴加工部位示意图
曲轴加工工艺及柔性线总体布局
机床数控化以来,高速、高效加工技术及装备在汽车制造业大量采用,生产效率得到了很大的提高,发动机曲轴生产线上的生产设备数量正急剧减少,尽管加工曲轴的设备专用性很强,但现已日趋柔性化,加工不同规格的曲轴,只要将机床做一些调整就能够实现变品种的加工,这是当今曲轴加工技术的一大进步。由于汽车的品种不同,曲轴的规格不同,采用的设备及工艺方法也不尽相同。下表是某曲轴加工工序。
曲轴机加工工序表

曲轴柔性加工自动线布局如下图所示(此图略去了曲轴校直、工序间的检测、清洗等工序)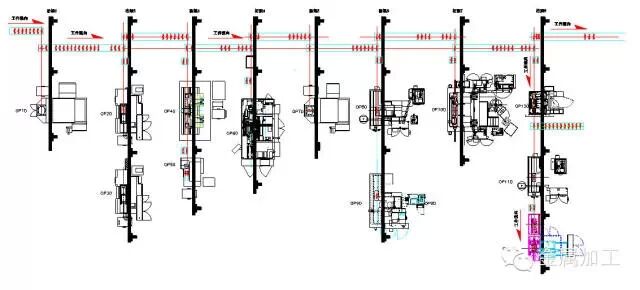
曲轴柔性自动加工线(部分)
曲轴柔性加工自动线通常采用主干和支路输送的布局结构。主干输送采用分段交替的地面输送形式,而支路使用桁架机械手空中输送。采用了桁架机械手,加大了输送速度和准确性,输送位置通过控制程序而随意改动,进而才使得主干路交替输送的实现。在每个支路上,桁架机械手将上一段主干路输送过来的曲轴抓到支路所在的机床上进行加工,加工后再将曲轴抓放到检测工位检测,合格后再抓放到主干路下一段输送带上,输送带将其输送到下个工序,不合格的曲轴放在不合格区,待人工根据不合格情况和类型决定是否返修或打废。

曲轴自动线关键加工工艺及装备
1)曲轴主轴颈及连杆颈外铣加工
现在的数控外铣机床,采用了模块化设计,使外铣数控机床具备可变形的多种不同的结构,从而适应曲轴品种规格变化的需要。在进行曲轴零件加工时,由于圆盘铣刀本身结构的影响,刀刃与工件始终是断续接触,有冲击。因此,机床整个切削系统中控制了间隙环节,降低了加工过程中因运动间隙产生的振动,从而提高了加工精度和刀具的的使用寿命。
外铣机床可由两个外铣刀盘组成,刀盘在做主运动切削的同时还可以上下摆动,从而适应于加工连杆颈的需要。此时,曲轴转动,连杆颈绕主轴颈中心转动,铣刀盘随连杆颈旋转而上下摆动,实现随动切削。由于两铣削头可沿着主轴轴心线移动,从而完成对曲轴每个主轴颈和连杆颈的铣削。
案例1:外铣刀具推荐

•工艺可能性的完整设计
•一种刀体类型能够覆盖所有可能的工艺,诸如粗加工,半精加工和精加工。
•单碟或多碟设计
•ISO标准刀片和定制设计的完美平衡,满足客户的要求和最经济的方案
•切削条件基于客户的要求,范围在Vc=80-300m/min, fz=0.05-0.50mm
2)曲轴主轴颈及连杆颈磨削
目前随着机床制造技术的发展,连杆颈的磨削则采用跟踪磨削法。跟踪磨削法是以主轴颈中心线为回转中心,一次装夹依次完成曲轴连杆颈的磨削加工(也可用于主轴颈磨削),磨削连杆轴颈的实现方式是通过CNC控制砂轮的进给和工件回转运动两轴联动,来完成曲轴加工进给。跟踪磨削法采用一次装夹、在一台数控磨床上依次完成曲轴主轴颈和连杆颈的磨削加工,能有效地减少设备费用,降低加工成本,提高加工精度和生产效率。
案例2:磨床推荐

勇克磨床摆动跟踪磨削曲轴
勇克JUCRANK摆动跟踪磨床提供多功能方案,通过一次装夹完成曲轴整体磨削。机床配备新型组件,磨削鼓形轴颈更加便捷:•提升质量,缩短节拍。无论是单缸还是十二缸轴,还是不同尺寸的各类曲轴的粗精磨,JUCRANK都能轻松胜任,可加工长度最长4.8m 重量最重1000kg的工件。两个砂轮头架分别配有 Z轴与 X 轴,可以同时执行不同的磨削工序。当一个磨削主轴在磨削主轴颈时,另一个磨削主轴在X 轴方向跟踪连杆轴颈运动轨迹做前后摆动。
勇克可为砂轮头架配备 B 轴,每个头架可配备至多三个磨削主轴。这样只需切换数控程序,JUCRANK可以完成不同的曲轴甚至凸轮轴的加工。
•加工范围广泛。勇克设备配备有摆动轴,实现柔性化生产。在磨削过程中,砂轮头架在微米级别的精度范围内摆动。窄砂轮的使用也进一步造就了柔性生产。窄砂轮的优势:每个主轴颈和连杆轴颈都可以被磨削成各自不同的形状,无论单个轴颈宽度是多少。不管是带圆角还是沉割槽,新型磨削工序适用于所有常见的主轴颈和连杆轴颈形状。
•学习功能确保形状精确。由于外部干扰,例如温度的变化、 材料不同和砂轮状态的变化等,砂轮目标和实际位置可能不尽相同。在磨削过程中,控制系统会比较磨削砂轮的实际位置和目标位置,即便是最小的误差也得到补偿,以确保最高精度。
•特殊的冷却液供给。CNC控制的冷却液供给始终和连杆轴颈的运动保持着相同的距离。冷却液始终精确作用于磨削区域,保证最佳冷却效果。此外,机床还配备自动冲洗单元,以免在砂轮上残留切屑。
•自动化。JUCRANK磨床可以通过手动上下料。但它也配备了自动上下料系统以及相应的上下料工位。这样,在操作工不在场的情况下它也能自主工作数小时。
3)曲轴主轴颈、连杆颈圆角滚压机床
近年来,滚压机床应用越来越多,主要是为了提高曲轴的疲劳强度。据统计资料表明,球墨铸铁曲轴经圆角滚压后的曲轴寿命可提高120%~230%;锻钢曲轴经圆角滚压后寿命可提高70%~130%。滚压的旋转动力来源于曲轴的旋转,带动滚压头中的滚轮转动,而滚轮的压力是由油缸实施的。滚压力的大小直接影响到滚压的效果。力大则在短时间内就会滚压出规定的深度,但由于压力过大,除了易使滚压轮破损外,更易使曲轴整体产生弯曲变形。为此,油缸的压力是可变的、可调的,在曲轴旋转过程中的任一角度都可随时变化,靠液压伺服阀控制,实现脉冲滚压。
在滚压过程中,因滚压轮薄、硬度高,在压力作用下超过一定的时间会破损,因此,滚压头具有滚压轮破损检测报警功能。由于在滚压过程中曲轴的高速旋转,受滚压力的作用及滚压臂的随动负载的影响,尽管脉冲滚压能保证曲轴在滚压过程中的变形很小,但曲轴还是有变形存在。因此,滚压机床采用了在线检测技术,测头可在任意位置对曲轴进行弯曲变形检测,若变形超差,确定变形方向,通过专家系统控制,使滚压油缸的力根据变形方向而变化,从而达到校直的目的,一般需19~21KN的校直力。在滚压加工过程中,为了控制滚压力的大小,在滚压臂最易产生变形的位置安装了一个应变仪,通过滚压臂受张力产生变形的大小,来监控滚压力,从而对压力进行控制。
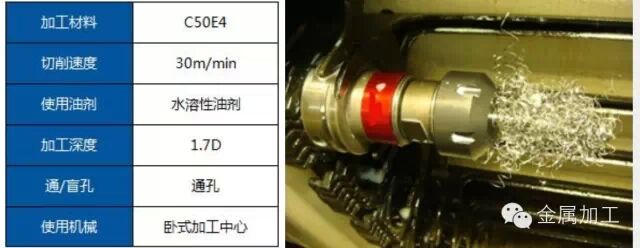
4)曲轴油道孔数控钻削机床
曲轴油道孔的加工经历了普通钻床、组合机床、枪钻等不同时代的不同的加工方法,而今已开始采用数控柔性钻床。其结构特点如下:(1)采用带中孔的涂钛硬质合金钻头;(2)采用油气通过钻头中孔对切削部位进行润滑,其用油为菜子油,不含硫、硅、氯等成分,也不含石油成分,润滑效果好;(3)可同时加工两根曲轴。(4)可自动换刀;(5)油道孔加工角度在一定范围内可调;(6)实现6轴运动。即主轴运动,主轴头摆动;主轴头前后移动;主轴头左右移动(换刀和油道孔加工位置用);主轴头上下进给运动;被加工曲轴的转动。这种钻床,大大减少了切削液的使用量,而且提高了加工的柔性。
切削液的使用,在曲轴加工中也是需要关注的问题,如何减少加工现场的油雾,一些专业的切削液厂家也提供了相应的解决方案。
案例推荐3:切削液

原切削液(左)与 QUAKERCOOL® 3502使用现场对比
某知名汽车零部件制造商在其曲轴生产线使用切削液的过程中,遇到设备的油雾收集系统出现油滴渗出现象,为了避免这种现象的发生,奎克推荐他们试用QUAKERCOOL® 3502与来替代原有切削液产品。在试用了一段时间之后,奎克的QUAKERCOOL® 3502 在油雾的控制方面较其他比较产品效果明显。
QUAKERCOOL® 3502提供了优异的产品性能及生产效率,与客户原使用产品相比,年产品费用节省38%,与其他试用产品相比,年产品费用节省45%。
5)曲轴法兰孔加工
针对曲轴法兰孔的加工。在钻孔工序常采用整体硬质合金阶梯钻,适合高精度钻孔加工。攻丝常采用新型整体硬质合金切削丝锥及挤压丝锥,一般会采用针对不同材质的加工特点而特别设计的丝锥。
在攻丝过程中经常遇到丝锥的缠屑问题,OSG提供了相应的解决方案。
案例推荐4:丝锥
客户加工条件,以及在加工中遇到的缠屑问题
原本加工材料为QT700-2,客户使用了M12X1的推荐铸件用直槽丝锥,加工效果十分理想。但由于工艺更改,客户将材料改为50号钢这种钢材,因为钢件大都不适合用直槽丝锥进行加工,螺旋槽丝锥以及刃倾角丝锥更为适宜。果不其然,在加工刚开始就发生了缠屑问题。考虑的新的加工环境和加工材料,OSG在不变更丝锥的前提下,将该丝锥前角处的涂层去除,保留其余部位的涂层。直槽丝锥的排屑方式一般是以分断切屑为主,涂层虽然可以增大刀具自身刚性,但同时也会降低刀具与工件的摩擦系数,导致切屑缠绕。所以去除前角部的涂层可以有效提高直槽丝锥的断屑能力。测试结果比客户要求寿命还要高100台工件,被客户所认可。










 豫公网安备41019702003646号
豫公网安备41019702003646号