

 手机资讯
手机资讯 官方微信
官方微信
摘要:本文从生产规模和应用领域分析了涂附磨具的发展现状,介绍了原材料和新产品近几年的进步,展望了涂附磨具的发展趋势。
1. 中国涂附磨具的现状

我国的涂附磨具是在解放后才发展起来的。1960年,在上海砂轮厂建成了当时我国最宽(1000mm)的平跑式干磨砂布生产线。1964年,从民主德国引进的悬挂干燥式砂布砂纸生产线在郑州的中国第二砂轮厂建成。从80年代初至90年代中,中国第二砂轮厂和上海砂轮厂先后从联邦德国引进了成套涂附磨具生产线,使我国涂附磨具产业实现了质的飞跃。从20世纪末开始,我国涂附磨具生产规模不断扩大,厂家众多,品种齐全。如今,我国成为世界涂附磨具第一大国。
1.1 生产规模
近年来,虽然受到全球金融危机的影响,但我国涂附磨具仍保持持续增长(见图1)。2012年我国涂附磨具的出口保持较高增速,金额达2.47亿美元,增幅10.9%,创历史新高;进口增速趋缓,进口额较去年同期增长13.2%,进口量增长0.56%,但进口额全年保持增长说明所进口产品的附加值仍在增长。
图1 我国涂附磨具的持续增长
图2 中国涂附磨具的进出口总量
表1至表4 为2012年我国各类涂附磨具产品在总产量中所占比例。2012年我国涂附磨具的年产量近4亿m2。在品种上,纸页、页轮页盘、布带所占比例居前三位,分别是52.12%、20.6%和13.44%。


中国涂附磨具主要制造商包括:湖北玉立砂带集团股份有限公司、江苏三菱磨料磨具有限公司、白鸽磨料磨具有限公司、湖北通城县宝塔砂布厂、淄博四砂泰山砂布砂纸有限公司、佛山市顺德区小太阳砂磨材料有限公司、常州市金牛研磨有限公司等。2012年,生产集中度不断提高。从制造企业看,湖北玉立、江苏三菱、江苏锋芒、淄博泰山和常州市金牛的生产量占总产量的55.6%;从制品企业看,四川固锐、临沂三超、浙江一达、上海五子方和安徽兄弟产量共计2135万m2,占总产量的84.4%。
1.2 应用领域
涂附磨具主要应用的领域包括:人造板、汽车工业和钢铁行业。
我国人造板产量每年递增,到2010年占全世界的47.3%(见图3)。每立方米人造板平均需要砂光的表面约200 m2,按每平方米砂带可以加工1000 m2人造板计算,2012年中国需要砂带2860万m2。
图3 世界及我国人造板产量
在汽车工业中,每辆车身约需砂纸40张,按2012年中国汽车产量约需7.7亿张,约合5000万m2。(图4)
图4 我国汽车年产量
在钢铁行业中,钢板需要涂附磨具砂光其表面,根据国外统计每吨钢铁需要消耗涂附磨具0.7~1 m2。按照2012年中国粗钢产量7.16亿吨计算,按照10%的型材计算需要涂附磨具约5000万m2。(图5)
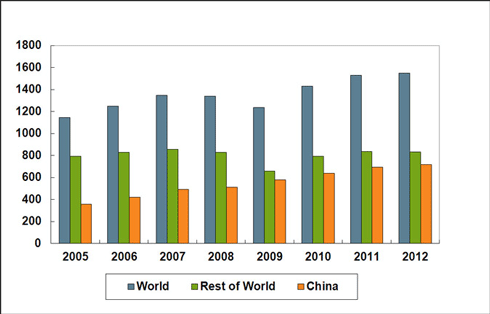
图5 世界及我国钢铁产量
2. 近年来中国涂附磨具的进步
2.1 原材料的进步
涂附磨具的原料包括:磨料、树脂和基体。
2.1.1 磨料的进步
经过磨料磨具标准委员会的不断努力,磨料的标准化逐步推广,涂附磨具用磨料的标准的制定促进了涂附磨具的发展。另外,煅烧磨料、涂覆磨料和堆积磨料的应用提高了涂附磨具的性能。
(1)磨料经过特定温度的高温煅烧后,存在于磨料中的杂质被析出或汽化,使磨料品质变的更加纯净、颗粒表面更粗糙,从而大大的提高了磨粒的亲水性,而且在煅烧后,使磨料在破碎过程中产生的微裂纹得以弥合,也大大提高了磨料的韧性和强度。
(2)磨料经过镀覆可提高使用性能,镀覆的形式包括:金属镀覆、陶瓷镀覆、树脂镀覆和偶联剂镀覆。
(3)锆刚玉
(4)堆积磨料从外观上看是由一系列粗大的磨粒构成,而实际上每个大磨粒都是由很多微细的氧化铝或碳化硅磨料组成。磨料颗粒通过高强度粘结剂牢固地粘贴在基体上,而颗粒上的微细磨料是随机排列的,这样在整个磨削过程中颗粒就一点一点地磨损,残砂随机脱落,露出崭新的完整磨料继续工作,形成的多层磨料磨削提高了砂带的使用寿命。这种多层次连续作业的磨削方式大大优于传统的静电植砂和重力植砂方式,将磨料单层分布在基体表面形成统一排列的砂面来达到磨削的目的。
2.1.2 树脂的进步
树脂品种不断增加,专门化的底胶、复胶、浸渍液逐渐扩大,生产厂家逐渐集中。主要生产厂家包括:济南圣泉、广东太尔和常州东南;其中济南圣泉酚醛树脂产量亚洲第一,全世界前五。另外,脲醛树脂、环氧树脂、聚氨酯、聚丙烯酸酯、聚醋酸乙烯酯、聚乙烯醇和橡胶乳液都有了广泛的应用。
2.1.3 基材的进步
基材的发展趋势为:
纯棉砂带基布→涤棉砂带基布→高强度聚酯砂带基布→聚酯/尼龙无纺布。
淀粉浆料→淀粉/树脂混合浆料+PVA浆料→全树脂浆料
基纸
2.2 装备与生产线
2.2.1 基布处理线
2.2.2 悬挂式砂带线
2.2.3 在线监测装置与设备
2.2.4 百叶片自动生产线
绵阳中研磨具有限责任公司制造的设备已经达到每分钟生产4英寸72页砂页盘18个。
2.3 新产品
涂附磨具的产品在市场的推动下不断更新,例如:人造板专用超宽砂带,无纺布砂带和页轮,锆刚玉重负荷砂带/砂布,堆积磨料砂带,聚酯薄膜研磨抛光砂带,金刚石和CBN砂带。
2.3.1 人造板专用超宽砂带
超宽砂带制造使用专用聚酯布基,采用聚酯布基定型和抗静电处理技术、碳化硅磨料整形技术,解决了砂带在磨削过程中的易打折、断带和静电吸附问题,满足了超宽砂带对纬向强度和硬挺度、人造板砂光对光洁度以及平整度的特殊要求。超宽砂带具有磨削效率高,耐磨性能好,抗静电、防堵塞,加工工件光洁度高的特点,适用于超宽人造板的砂光,磨削性能达到了国外同类产品的水平。
2.3.2 锆刚玉重负荷砂带/砂布
采用布基高强度耐高温处理技术、锆刚玉磨料专门植砂工艺技术、酚醛树脂高温高强耐冲击改性及胶粘剂工艺配方、防烧伤防堵塞涂层技术,解决了砂带变形、粘结强度低、磨削过程中脱砂快的问题。锆刚玉重负荷砂带/砂布具有磨削锋利,寿命长,不易烧伤和堵塞,产品性价比高的特点,磨削性能达到国际知名品牌的产品水平。
2.3.3 堆积磨料砂带
堆积磨料砂带是近几年出现的一种新型磨削工具,它具有磨削效率高、磨削性能稳定,磨削精度好和使用寿命长等优点,因此能满足各种高密度材质和金属、合金的磨削和抛光,是精密研磨的首选工具。堆积磨料砂带是由很多尺寸精确的微粉,通过制造粘结在一起形成一个大的适合需要的磨料颗粒,然后通过先进的静电植砂技术,将磨料均匀地“种植”于特殊处理的基体上而精制而成的一种高强度砂带,因而能像固结磨具一样,在磨削过程中磨钝的磨料在离心力的作用下不断地脱落,从而露出新的砂粒,这样可以稳定地工作。堆积磨料砂带将磨料进行了聚合,所以单位面积参加磨削的磨料更多,从而延长了使用寿命。一般堆积磨料砂带的使用寿命是普通砂带的1~3倍。砂带寿命长,这样可以减少频繁更换砂带的次数和对砂光机的调整,节省了时间,同时也避免造成加工工件质量波动,提高加工效率和工件加工质量,确保产品质量的稳定性、可靠性。
2.3.4 聚酯薄膜研磨抛光砂带
深加工的磨料通过特殊的植砂方式,均匀地植于薄膜表面而精制成的一种高档涂附磨具。由于聚酯薄膜属于一种非极性材料,表面特别光滑平整,所以对合成胶的要求特别严格。聚酯薄膜砂带是以高强度的聚酯薄膜为基体,以特殊改性的合成树脂为粘结剂。它将涂附磨具工作范围延伸到精密抛光领域,为微量高精度抛光提供了可能,薄膜基的研磨产品已经在各个精密加工行业获得了广泛的认可。目前精密研磨已广泛应用于不锈钢类零件﹑造纸机械﹑印刷业﹑铜箔业﹑汽车业等相关工件时进行精密抛光。
2.3.5 金刚石和CBN砂带
超硬材料比普通磨料要贵得多,但从高性能、高寿命、高性价比考虑,使用超硬材料砂带才是高效率、高效益和高性价比的工具。金刚石砂带用于石材、玻璃、陶瓷、单晶硅、多晶硅、合成材料、硬质合金、铝合金等硬脆材料复杂形面的磨抛加工。CBN砂带用于各种铁基合金、钛合金、不锈钢、高温合金、(镍基和钴基合金)等硬韧难加工材料及复杂形面工件的磨抛加工。
2.3.6 砂带磨削的理论研究
大面积板材的精磨抛光
金属带材或线材的连续抛磨加工
大型发电机转子、发动机曲轴等
工件的外圆表面加工
汽缸、石油管道、压力容器
等工件的内圆表面加工
飞机发动机叶片、汽轮机叶片等
复杂异型工件的抛磨加工
3. 发展趋势
涂附磨具未来的发展趋势包括先进技术的应用和相关装备的提升。先进技术包括:高强度重型原纸的开发和应用、高强度全聚酯布及其处理技术的开发、低温快干粘结剂的开发和应用、无色粘结剂的开发和应用等;相关装备的提升包括:涂附磨具生产线设备的自动控制、涂层的精密控制(包括射线测厚)、集成测控技术研究,原布处理装备的开发和研究,砂带转换设备自动化、数字化的研究和开发,超硬材料(人造金刚石和立方氮化硼)涂附磨具专用生产线的开发和高分子薄膜涂附磨具专用生产线的开发。
3.1 金刚石和CBN砂带:用于高速、高硬钢;硬质合金;玻璃;热喷涂合金;工程陶瓷的磨削加工
3.2 锆刚玉和陶瓷磨料砂带:重负荷磨削加工
3.3 无纺布砂带和砂轮:高光洁度、高精度的磨削加工
3.4 聚酯薄膜砂带:应用于硅片、太阳能板、计算机硬盘、发动机曲轴轴颈等高光洁度、高精度的磨削加工
3.5 新型原材料的发展与应用
3.5.1 高强度重型原纸的开发和应用
3.5.2 高强度全聚酯布及其处理技术的开发
3.5.3 低温快干粘结剂的开发和应用
3.5.4 无色粘结剂的开发和应用
3.5.5 无机高分子材料的开发和应用
3.6 涂附磨具的新技术和新工艺
3.6.1 低温快干新工艺的开发
3.6.2 原布处理新型工艺的开发
3.6.3 涂附磨具生产的绿色环保化
3.7 新设备与生产线的发展与应用
3.7.1 涂附磨具生产线设备的自动控制、涂层的精密控制(包括射线测厚)、集成测控技术研究
3.7.2 原布处理装备的开发和研究
3.7.3 砂带转换设备自动化、数字化的研究和开发
3.7.4 超硬材料(人造金刚石和立方氮化硼)涂附磨具专用生产线的开发
3.7.5 高分子薄膜涂附磨具专用生产线的开发
参考文献
1 高丙元. 沉舟侧畔千帆过 病树前头万木春——谈涂附磨具制品企业的发展态势[J]磨料磨具通讯,2012, 9:10~11.
2郑超,吕智. 超硬材料涂附磨具发展现状[C]第五届郑州国际超硬材料及制品研讨会论文集,2008:202~208.
3 邹文俊. 步步为营涂附磨具行业发展攻略[J]机械工程师,2009, 4:15~18.
4 安建民,王光祖,刘金昌. 超硬材料涂附磨具[C]高性能防腐蚀涂装及表面保护技术的应 用与发展——第16届全国表面保护技术交流会论文集,2011:56~59.
作者简介:邹文俊 男,1961年1月生,河南工业大学材料学院院长,教授,博士,硕士生导师。国家磨料磨具标准化技术委员会委员,涂附磨具分技术委员会副主任,中国磨料磨具行业专家委员会副主任。










 豫公网安备41019702003646号
豫公网安备41019702003646号