

 手机资讯
手机资讯 官方微信
官方微信

山东石横特钢 吴德宝
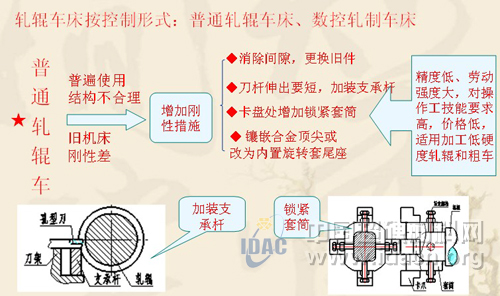
前言
多线切分技术的核心技术之一是高硬度轧辊(指高速钢、高硼钢、碳化钨等轧辊)的合理应用,富耐克公司在国内首家成功解决了高硬度轧辊车削技术的难题,推动了国内轧钢切分技术的发展。
高硬度轧辊
范围:过钢量高、轧辊硬度在80~90HSD,包括高速钢、高硼钢、碳化钨等轧辊。商品辊实际硬度85HSD左右,传统铸造轧辊硬度在55~75HSD。
特点:过钢量为传统轧辊的3~5倍,高硬度,高耐磨性,加工困难,价格高,适用棒线切分轧制,逐步在棒线轧钢企业得到推广应用。

应用效果
2006年之前,国内棒线钢铁企业主要使用铸铁辊,高速钢轧辊使用者只有3-5家,主要原因无适用刀具(进口刀具昂贵,周期长),车削困难,加工时间长,在不增加设备人员的情况下,无法满足正常生产。
加工时间对比(规格φ370×650 ,共24槽)硬质合金刀具
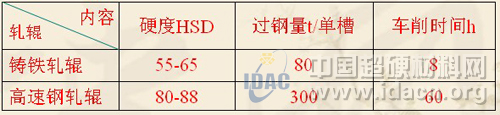
由表中可知:高速钢轧辊加工时间为铸铁轧辊的7倍左右。
因此,部分使用单位为满足多线切分需要,采用人海战术,将操作工班次由2×8h工作制改为2×12h工作制,双休也改为单休。因生产任务非常繁重,操作工每天仅刃磨成型刀具数十把,每天累得叫苦连天,生产一度陷入困境。
2006年采用富耐克PCBN刀具后,加工效率提高了5倍,综合加工效率提高3倍以上,10人左右的车工班保证四条棒线300万吨的轧辊孔型车削工作,并且工作制恢复为每周有双休的8小时常白班。
高速钢轧辊加工时间对比
硬度83HSD/规格φ370×650,机床C8450/CK8450)

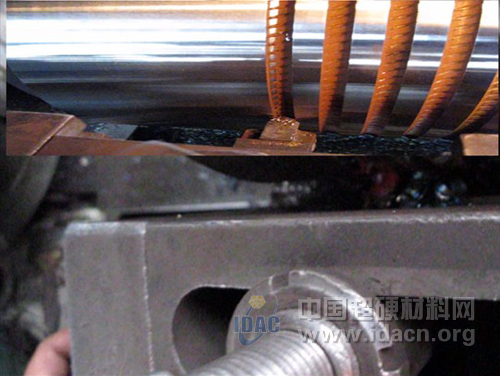
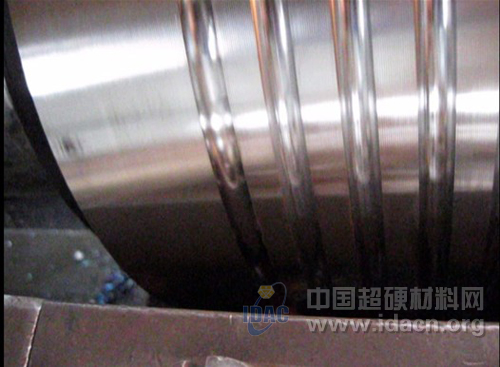
富耐克CBN刀具与硬质合金刀具车外圆对比实况

富耐克CBN刀具与硬质合金刀具车槽对比实况
高速钢轧辊加工质量对比
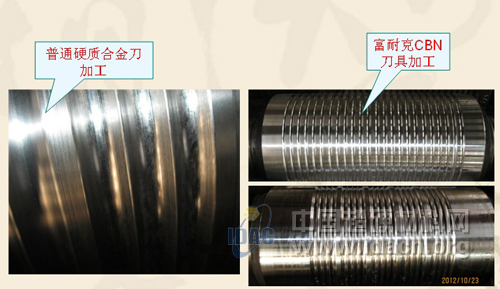
§1表面质量
§2 几何尺寸
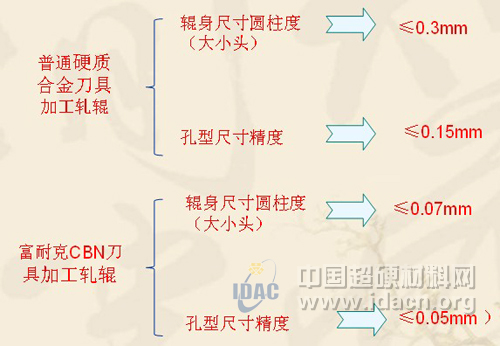
PCBN刀具与硬质合金刀具加工对比
小结
自使用富耐克CBN刀具后,山东石横特钢成为国内较早能熟练加工高速钢轧辊、高硼钢轧辊、碳化钨轧辊的钢铁企业之一,每年来公司参观学习的钢铁企业达20余家。
因撑握高硬度轧辊的加工技术,石横特钢将各种高硬度轧辊灵活地应用在多线切分轧制技术上,以φ12螺纹四切轧制为例,采用技术后日产量由1800t/d(铸铁辊)提升到3600 t/d(高硬度辊),四切分轧制相对三切每年可增加效益600余万元。
PCBN刀具、工艺路线及机床的选择
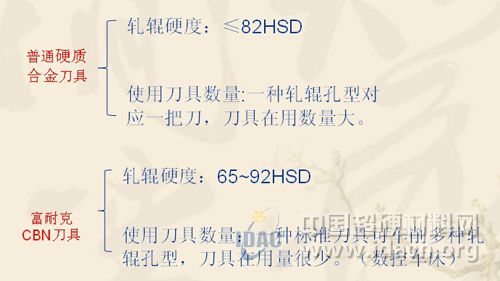
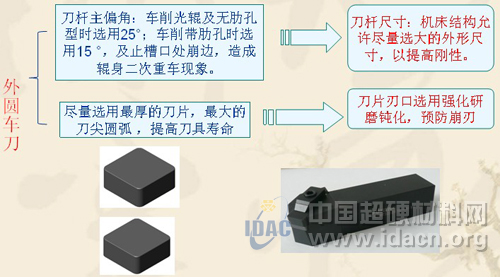
§1 刀具的选择

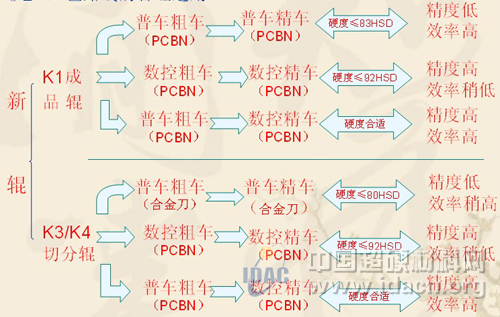
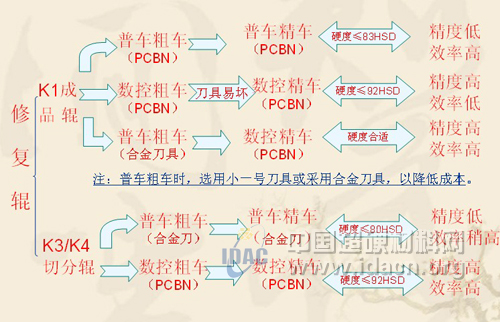
§2 工艺路线的合理选用
§3 机床的选用

富耐克CBN刀具数控车削高速钢轧辊
小结
富耐克CBN刀具在加工高硬度轧辊时对机床、刀具及操作工的技能水平均有较高的要求。在不改变现有机床装备和人员的情况下,选择合适的刀具、工艺路线及足够的加工时间是保证高硬度轧辊正常加工的有效途径。
建议钢铁企业应尽量采用数控轧辊车床,以扩大高硬度轧辊的使用量,进而产生更大的经济效益。据统计,在钢铁企业数控轧辊车床与普通轧辊车床的数量配置为1:3时,能发挥人员、设备的最大利益化。
PCBN刀具引导棒线多线切分技术的快速发展
2006年左右,采用切分轧制技术的钢铁企业3~5家,多采用两切、三切工艺,受制于切分用高硬度轧辊加工困难,切分工艺发展较慢。
2010年起,国内钢铁企业已完全撑握五切分技术,并熟练运用PCBN刀具解决了高硬度轧辊车削难题。以石横特钢为例,300万吨的产能连续三年实现利润7亿多元。
2012年,几所有新上棒线企业都在采用四切、五切轧制技术,高硬度轧辊的大量应用,带动了CBN刀具行业的快速发展。
富耐克是国内高硬度轧辊加工的先行者和领航员,促进了棒线切分轧制技术的高速发展。










 豫公网安备41019702003646号
豫公网安备41019702003646号