

 手机资讯
手机资讯 官方微信
官方微信
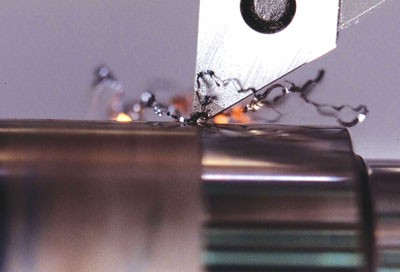
图1 先进的切削刀具可以提高加工车间的工作效率
刀具技术正在迅猛发展,以满足不断变化的需求和应对来自工件材质的更严峻挑战。今天的加工车间需要以不同的视角来重新审视刀具。
在满足各种需求的情况下,采用先进的刀具可提高车间的加工能力,图中所示为硬质材料车削用刀具。刀具技术发展迅猛,因此正确地选刀可以使工艺发生本质上的转变。在金属加工行业,除了采用先进的技术之外,没有其他任何选择。今后对机加工的需求将十分庞大,只有采用先进的技术才能满足这种庞大的需求。
以航天工业为例指出:在今后20年,为了满足航天工业的生产需求,从现在开始其生产加工能力必须提高三倍。那么如何实现这一目标呢?
将加工能力提高三倍,是否简单地将加工机床的数量增加三倍就行了吗,而加工工艺仍然保持今天现有的水平?他说,实际上不可能出现这样的情况。如果将现有技术水平的机床数乘以3,那么就意味着机床操作人员的人数也要以同样的倍数增加。这样的情况简直是难以想象的,因为工厂要聘用能胜任加工机械操作的合格工人是相当困难的。
因此,提高三倍产能需要从不断发展的先进技术中获得,只有通过这种途径才能使现有数量的金属加工操作人员监控大量的加工操作。
那么这些先进的技术来自于哪里?当然,这些技术也涉及机床本身的发展。现在,机床的加工速度和加工精度越来越高,然而,工件本身并没有以同样的增量级发展,尽管它们也在发生本质上的变化。现如今,被加工的工件不只是对其加工精度、交货期和质量提出了更高的要求,许多车间还面临着以前从未遇到过的越来越多的难加工的材料问题。这些材料包括钛合金、镍基合金和致密型石墨铸铁(CGI),更不用说,在某些情况下,还要以复合材料代替金属材料。
换句话说,工件材料的发展要比切削加工它们的机床发展更快,变化更大。在机床与零件材料之间存在着一定的差距,为了缩小甚至超越这一差距,发展最快的技术便来自于金属切削刀具,并且其发展速度超过了任何其他的加工工艺。
事实证明,刀具的发展和变化是如此之大,因此,不论规模多大的加工制造厂都需要对其刀具的加工思路进行重新评价。不但需要重新检查选刀方式,而且还要重新考量影响刀具的一些基本因素。但其中一些核心思想已经过时,刀具的标准也已经发生了变化。
最近,三家与刀具有关的主要公司,提出了加工车间现在应如何以不同的方式思考有关刀具的问题。这些公司是:Diamond Innovations公司——世界上为刀具提供立方氮化硼(CBN)材料和聚晶金刚石(PCD)材料的领先供货商;Precision Dormer公司——两个刀具公司的联盟,几十年来一直在提供高效率钻削和螺纹加工的专用技术;Sandvik Coromant公司——世界第一位的金属加工刀具供货商。三家公司的所有工程技术人员,列举了目前对刀具的性质和使用产生根本影响的一些主要因素:
具有挑战性的材料,包括替代材料和难以加工的合金材料。其中有些材料的加工性还不足钢材的25%,其每磅的加工成本可达几百美元;
几何形状越来越复杂的零件,如壁厚很薄、形状很复杂的飞机零件;
体积很大的零件,特别是对涡轮机和各种重型设备的需求不断增加。每个零件的高成本生产,对这些零件的加工提出了更加严格的要求;
对专业化质量和性能的要求越来越高,如对加工飞机零件表面典型的疲劳强度的要求。
以上这些因素,都促使那些领先的加工车间开始考虑相关的刀具问题。Diamond Innovations公司、Precision Dormer公司和Sandvik Coromant公司特别提出了5种方式,加工车间必须根据这5种方式,对他们的刀具技术以及对提供这一技术的公司以不同的思路进行思考。选用刀具的5项新标准是:提高机床的工作效率、满足应用专业技术的需求、增加金刚石刀具应用的百分比、将焦点集中在最大的费用来源上、以及应该从一开始就考虑刀具的问题。
提高机床的工作效率
不要只选择使用寿命较长或速度较高的刀具。创新的刀具也可以改变工艺,并可扩大机床的加工范围。
CoroTurn HP刀具将焦点集中在高压冷却液的流向上,其冷却液的喷射点集中在刀刃的上方。实践证明,采用这种方式喷射冷却液可使刀具的使用寿命提高50%,速度提高20%。
为什么机加工车间在正常使用的情况下会选择更换刀具呢?最通常的理由是他们希望延长刀具的使用寿命。如果新的刀具在现有的工艺过程中能工作更长的时间,那么它就有可能为加工车间节约更多的资金,包括替代刀具费用和多次换刀所需的劳务费用。
为了提高机床的加工速度,很多具有创新意识的机加工车间会尝试使用新型的刀具。如果新刀具在高速加工过程中起到了很好的作用,并大幅度提高了金属去除率,那么该刀具可为加工车间节约更多的资金。也就是说,该刀具可以更有效地提高加工车间的生产率,允许它每一班能够加工更多的零件。
在工艺方面的这两大改进——使用寿命和加工速度的提高,表明其投资可获得回报,这一点也使很多加工车间更有理由采用高性能的刀具。
然而,通过刀具来寻求提高工艺水平的脚步不应该在这里停止,它还具有很大的潜力节约更多的资金。因此,加工车间应千方百计地寻求各种方法,提高它们的加工能力,因为先进的刀具不但能够延伸加工工艺,而且还可以促使工艺进一步完善。
当今许多孔加工应用领域中,再也不需要铰孔这道工序。钻削加工可以比过去任何时候都能够达到更高的质量标准,让车间具有更大的潜力,而要达到这一目的,只需通过钻削加工这一道工序就可以达到必要的孔加工精度和质量要求。在许多加工车间内,虽然人们对采用中心钻、钻头和铰刀的孔加工工艺可能非常熟悉,却很难忽略这一工艺程序所需的费用。
如果钻头切削参数的变化大体上相当于车间目前已经在使用的参数,那么就可以加工出符合质量的孔。即使新刀具的价格稍微高一点,其增加的费用与其节约的费用相比也可以说是微不足道的,因为在加工工艺中再也不需要使用不必要的刀具,从而也省去和解决了在加工周期中所不需要的刀具更换问题。
其实有很多方法都可以通过刀具的发展来提高生产率。因此要加工车间思考如何正确使用刀具,以发挥其潜在优势。
1.利用机床的特点
您的刀具是否能发挥全部潜能以使机床每天都提高加工水平?一般在机床的加工中,最流行的是使用高压冷却液。现在,还很少有加工车间会让他们的刀具全面利用70bar(1bar=0.1MPa)压力的冷却液来供机床使用。
CoroTurn HP刀具可通过这个压力提高功效,将高压冷却液精确地集中喷射到刀具正上方的刀刃上,CoroTurn HP刀柄可使高压冷却流转变成一个楔形,使切屑向上翘曲而被切削液冲走。在难加工材料——Inconel 718材料的加工中,使用此方法,可以将刀具的使用寿命提高50%,或使速度增加20%。
2.减少安装时间
Coromant Capto系统是车削加工中快速换刀系统的工业标准。它可允许快速换刀或使新工件加工用的刀具快速进行锁紧定位,无需调节刀具的位置或重新设置刀具的偏置度。同样的Coromant Capto概念也已应用于旋转式刀具中,由此新铣刀或钻头的使用或更换也变得极为方便,锁紧定位快速,不会延长任何更换时间。
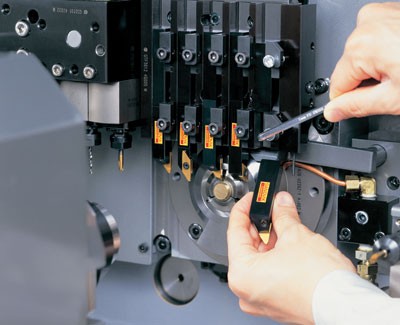
图2.在瑞士式车床上采用QS系统以后,可迅速并自动地锁紧定位。有一家使用瑞士式车床的公司,在采用该系统以后,每年节约了大量的刀具调试和安装时间,并节省了100000美元
3.采用QS系统
QS系统是另一种可降低安装时间的系统,应用于瑞士式车床。采用QS系统以后,刀具可以快速地装卸和自动地在中心上锁紧定位。根据一位使用瑞士式车床的车间使用者的计算,采用该系统每年可在一台机床的调试和设置时间方面节约100000美元(图2)。
采用无人化管理的运行模式。除了刀具的使用寿命和速度之外,还应多思考有关刀具可靠性的问题。目前,没有任何车间能够全面认识到刀具潜在的价值,不知道刀具究竟能达到多高的恒定性能水平。
为什么恒定的性能具有如此高的价值呢?因为它能够以潜在的最高利润改变加工工艺,足以使操作员从机床操作中解放出来,使其能够操作更多的机床、检验零件,或在机床运行的同时执行相关的5S技术或其他的精益生产管理工作。如果机加工车间能够确切预测刀具在什么时候需要更换,那么该加工车间就可以以这一方式运行其加工工艺,不需要保证有一位操作员时刻停留在工作现场。
GC1125和GC1515型新等级刀具是专门为“绿灯生产”设计的。镶刀片的可靠性来自于涂层与基质材料的平衡。为提高刀具的韧性和密度,其基质材料的硬度稍低,而涂层的成份则有利于提高刀具的抗磨强度。
这些刀具的刀刃也非常锋利,这是“绿色生产”需要刀具具备的另一个重要特点。因为锋利的刀刃有助于消除毛刺,而自动去除毛刺的功能,对于长时间无人化操作来说是非常重要的,因为车间在这种方式下运行,不希望大批量的零件在加工完成以后还需要进行大量的去毛刺处理工作。

图3
图中所示为另一种为加工特种材料而设计的刀具。在不锈钢加工中,该钻头采用很小的加工余量,使其与工件表面的接触降到最低,避免不锈钢工件表面的加工硬化。有效的几何形状和冷却液输入孔,进一步帮助解决了不锈钢加工中切屑断裂和排出的问题。
满足应用专业技术的需求
如果刀具技术的选择范围扩大,那么一个刀具的关键元件需要在其背后有专门的技术支持。
刀具公司在开发高性能刀具时,一般会按照特定的加工应用领域来设计工具和刀具系统,使其达到所需的高性能。刀具供应商通常会针对大量的特殊应用领域而开发刀具,从而使可选用的刀具范围和刀具品种不断增加。事实上,今天的加工车间已经不能只依靠自己有限的知识来决定如何正确地选用刀具,而需要找到专业的刀具供应商。
所说的专业技术的体现有几种不同的形式,其中包括:
1.对材料的专业研究
钻头按照性能要求设计的各种方法。在过去,对刀具的要求只是带有“涂层”或不带“涂层”,而现在为满足不同材料加工的需要,出现了一系列不同成份的涂层材料。现在人们更加关注基质材料,这是今天刀具研究和开发的最重要领域。
其次,刀具本身的几何形状也十分重要。这些因素主要是针对刀具而言,并不只是针对难以加工的材料。以铝合金材料为例,在专门为铝合金加工而设计的刀具中,钨的含量极高。用这种刀具加工的工件表面质量很好,可防止刀刃卷曲。此外,其几何角度能使切屑伸直和断裂,防止铝材产生变软和粘连的切屑倾向。对类似问题进行慎重的考虑可保证使钻头在任何金属材料或非金属材料的加工中实现其最高性能。
2.对工件的理解
另外,工件的几何形状对刀具的选用也具有很大的意义。复杂工件会给车间在非标准刀具的投资方面带来沉重的负担,因为必须解决具有挑战性的间隙问题,而且非高效刀具可能会使切削力度不足和支持力不够,难以处理硬度较低的材料。
一个专业刀具供应商不但应该在材料方面具有专业研究,而且在这类零件的加工方面也应具备专门为“困难”工件而设计的加工系统。

图4 SL70/40系统可对涡轮叶片和涡轮机外壳进行稳定的重切加工
只需采用一些模块不同配置就可使刀具得到正确的夹持和定位,并为各种涡轮加工提供适当的加工间隙
举例来说,涡轮叶片和涡轮机外壳就属于这类“困难”工件。这些复杂的车削零件往往由难加工的合金材料制成,一般带有成型隐窝的特点,而且需要刀具满足各种困难的间隙要求。为了克服这些困难,模块式SL70/40型刀具系统——一种可随意配置的快速更换系统,几乎适合于任何涡轮叶片和涡轮机外壳等重型件的稳定加工(图4)。这种刀具系统只需一些模块,采用不同的配置,就能以恰当的间隙保证正确地对各种涡轮机工件进行加工,同时,融合到这一刀具中的HP技术,可通过向刀刃正上方喷射高压冷却液,帮助解决难加工材料的加工问题。
3.对终端市场的认知
不同的行业也有不同的加工要求,刀具供应商应该有能力帮助加工车间满足这些要求。某些材料本身也越来越多地随着特定的行业要求而变化。复合材料就是一个很好的例子。
某些加工零件所面临的挑战也与某些行业有关。这是一个需要考虑的重要问题,航空航天工业以外很少有加工车间会以同样的方式面临这类问题。然而,在航空航天工业中,加工力度和温度会产生微硬变化、塑料形变和残余应力,这些因素致使零件的精确度降低。
刀具和切削技术的开发是为了以某种方式控制这一边缘的磨损,这种方法甚至让飞机零件生产者满足了大多数所需的表面完整性要求。

图5 更先进的工件与更先进的刀具之间存在某种连带关系
金刚石刀具的出现也提升了对铝合金进行高效加工的需求
增加金刚石刀具应用的百分比
金刚石刀具可提高机床的工作效率,而且可提供专业的解决方案,以满足更多的需求应用。
无论在什么情况下,只要是生产能力紧张时,就应该考虑应用聚晶金刚石(PCD)或立方氮化硼(CBN)刀具。
先进的工件与先进的刀具之间存在着一种直接的联系。正如汽车制造商那样,对于要求严格的零件,开始越来越多地采用高性能材料。为了以最有效的方式加工这些材料,金刚石刀具的使用也越来越普遍。飞机制造工业的情况也是如此,他们也越来越多地采用金刚石刀具来满足日益增长的钛合金加工的需求。
金刚石刀具的另一个重要应用领域是复合材料的加工,只要机床本身适合于金刚石刀具加工就行。Precision Dormer公司设计开发了一系列钻头,如采用碳化物硬质材料、金刚石涂层和PCD材料等的钻头,以应用不同等级的加工设备来钻削加工复合材料上的不同孔径。
金刚石刀具和类似金刚石的刀具,不管是PCD,还是CBN或是金刚石涂层刀具,将越来越多地进入到加工应用领域。而且,采用这类材料制成的刀具应用比例也将不断增长。
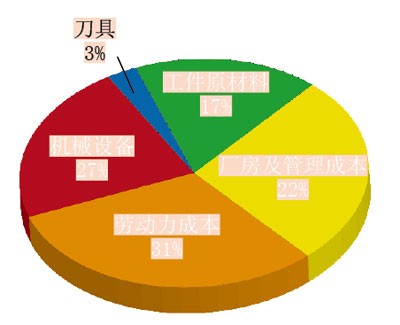
图6
从饼图可以看出一个典型加工件的费用来源。而表则将各项费用所占的百分比转换成了美元和美分。由于机加工和劳动力费用所占的比例是如此之大,因此采用更快速的切削加工,可以为节约大量的资金提供非常好的机会,即使在刀具成本费用提高的情况下也是如此。
这是一种必然的发展趋势。PCD和CBN材料的发展使这些材料的应用方式不断增加,使刀具的品种更加丰富多彩、成本效益不断提高。同时,这些刀具的加工速度和使用寿命也在继续提高,使其加工工艺达到了碳化物硬质合金刀具从未达到过的性能水平。
事实上,金刚石及其相关的刀具满足了之前提到的“提高机床的工作效率”和“满足应用专业技术的需求”。由于刀具的使用寿命延长、切削参数提高,从而提升了刀具的加工能力,减少了刀具更换的频率,使机床能够以更高的速度加工生产零件。同时,在刀具中融入了更多的专业技术解决方案,进一步满足了各应用领域的需求。
1.高性能零件的加工
在汽车零部件生产中,汽车发动机向更高性能发展的同时,也促进了材料向更加难以加工的方向发展。例如,进气阀和排气阀的气门座圈越来越多地采用特殊的合金制成。其他的发动机零件也开始采用高密度石墨铸铁(CGI)。对日益增加的普通铸铁零件的需求也产生了很大的影响,因为新的铸铁要比经过时效处理后的铸铁更难以加工。实践证明,在汽车制造领域所面临的这类挑战,采用CBN刀具是最好的解决办法。
然而,在航空航天业的生产中,采用复杂的刀具也许是提高生产率的一个极好机会。新型的飞机设计将对钛合金、包括钛合金复合材料加工的零件提出更高的需求。由于其需求量是如此之大,以至于加工车间无法采用现有的加工工艺来满足这一需求。为了提高生产能力,许多加工车间将不得不提高他们的生产速度来加速零件的加工。如果应用得当,金刚石刀具和金刚石涂层可以使这些车间以更高的速度加工钛合金零件。
2.复合材料的钻削加工
金刚石刀具在航空航天领域的另一个应用也许超越了理论上的“金属加工”,因为它涉及到复合材料,而且用这类材料制造的零件已开始越来越多地代替某些金属零件。采用金刚石刀具以及其他高性能刀具可以大大提高生产效率。
然而,并不是每一种钻削工艺都具有让金刚石刀具良好工作所必需的刚性、稳定性和较低的径向跳动误差。
然而,当金刚石涂层刀具或PCD刀具应用于复合材料的钻削加工时,其成本和生产率方面的提高也是很惊人的。因为碳化物硬质合金刀具在加工研磨性很强的复合材料时,其磨损速度很快,而金刚石刀具的使用寿命则要比前者高好几倍。它的加工速度是如此之高,因此对需要加工很多孔径的工件来说,加工每一个零件,即可节约很多时间。事实上,同样的金刚石刀具可以继续钻削加工某些金属材料,可让金刚石刀具有效地加工复合材料/铝合金组件或复合材料/钛合金叠层材料。
然而,并不是每一种金属或每一种材料都适合制作PCD、CBN或金刚石涂层刀具。除了加工航空航天业应用的复合材料之外,其他合适的材料还包括钛金属、铝金属和硬质钢材。当然,所使用的机床也必须非常合适,因为这类刀具需要较高的速度。速度较低的机床可能无法发挥这类刀具应有的潜能。同时,对机床的刚性也有一定的要求,尽管其刚性要求并不是像许多人想象的那么高。近几年来,这些刀具材料的韧性已有相当大的改进。
另外,金刚石刀具及其相关的刀具产品特别适合于长时间的切削加工和大批量的生产。其原因非常简单,因为刀具的寿命大大提高。该刀具的使用寿命可以达到如此之长,因此加工车间可以尽情地发挥刀具的有效寿命进行切削加工。

图7 利用模块化刀具,加工车间就无需在加工中心的刀库中设置过多位置
那么使用者如何知道自己的加工车间是否已经获利?Graham先生说,航空航天领域钛金属的一个加工实例可以给我们一点启示。简单地说,可以与车间所面临的需求进行比较,看一看车间的生产能力局限于哪些地方。在加工零件过程中,你所采用的工艺必须能适应更多的订货要求或达到更高的产量,通过提高速度,采用CBN和PCD刀具就可以让你实现这些生产率目标,而不必购置新的机床。










 豫公网安备41019702003646号
豫公网安备41019702003646号