

 手机资讯
手机资讯 官方微信
官方微信
1. 引言
聚晶金刚石复合片由PCD层和硬质合金基底组成。PCD层具有高硬度,硬质合金基底则具有良好韧性,二者结合使PCD复合片具有优异的切削性能,因此在金属切削加工和钻探等行业获得了广泛应用。
聚晶金刚石复合片钎焊工艺是制造聚晶金刚石刀具的关键技术。聚晶金刚石复合片的硬质合金基底对钎料润湿性差,与45钢刀杆的热膨胀系数差异大,易产生焊接应力,造成脱焊,不易保证焊接质量。硬质合金的钎焊通常采用Mn基钎料,钎焊温度约为1000℃。而PCD层的耐热温度一般不超过700℃,否则会引起PCD层石墨化,降低钎焊后刀具的使用性能,因此必须采用既可降低钎焊温度又可保证焊接强度的焊接方法。目前常用的PCD复合片钎焊方法主要有激光焊接、真空扩散焊、真空钎焊、水冷钎焊、惰性气体保护钎焊等。这些方法虽能达到足够的焊接强度,但焊接设备投资大,运行维护费用高,且工艺过程复杂,生产操作繁琐,大大增加了PCD刀具的制造成本,不利于这种先进刀具的推广应用。本文采用部分不等间隙接头结构设计,使用银基钎料(Ag-Cu-Zn-Cd),在空气中利用高频感应加热方式进行钎焊(钎焊温度690℃)。这种钎焊工艺操作简便,生产效率高,加工成本低,并可保证钎焊质量。
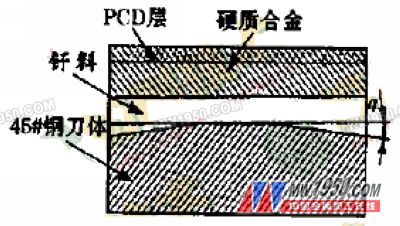
图1 部分不等间隙接头结构示意图
2. 可减少焊接缺陷和残余应力的接头设计
无论采用何种钎焊工艺,一般很难完全消除钎焊缺陷。钎缝中产生气孔、夹渣等缺陷与钎焊过程中钎料的熔化以及钎剂填缝过程密切相关。在高频感应加热时,由于集肤效应和尖角效应的影响,45钢刀杆钎缝的边缘温度高于内部温度,边缘钎料首先融化,使钎缝内部残留的气体、钎剂等很难从狭窄的平行间隙中排出钎缝,因此容易在钎缝中形成气孔、夹渣等缺陷。由于硬质合金基底的热膨胀系数(a=4.5~7×10-6/K)与45钢刀杆的热膨胀系数(a=11.65×10-6/K)相差较大,加热时两种材料各自膨胀,焊后冷却时,由于焊料已将两种材料牢固连接而不能自由收缩,从而在材料中引起残余应力(焊缝处为压应力,PCD表面为拉应力),并使焊接质量下降。为提高焊接质量,在实际生产中可采用图1所示的部分不等间隙接头结构来减少钎焊缺陷和残余应力。
由图可见,中间平面可保证焊接面间的相对位置精度,两边的缝隙有利于排出气体和钎剂。加热时,首先用钎料填满钎缝的中间部分,然后再填充边缘部分,中间部分包围的气体、夹渣随钎料的填缝作用逐渐向边缘大间隙处流动,最后被排出钎缝之外,从而可获得组织致密的钎缝。同时,两边的缝隙可减少热膨胀系数较大的45钢刀杆冷却时的收缩量,以缓解残余应力的增大。在二者综合作用下,钎焊质量可大大提高。
3. PCD复合片高频感应钎焊试验
(1)试验方法与设备
a. 试验方法
PCD复合片经EDM切割成所需形状后,用金刚石砂轮磨削硬质合金基底,再将其放入超声波清洗器中进行清洗,然后连同经锉削加工的45钢刀杆和经砂纸打磨的钎料片一起放入丙酮溶液中浸泡2~4小时备用。
按顺序将钎剂(糊状)、钎料片、复合片放在45钢刀杆上,然后在空气中采用高频感应加热方式进行钎焊,焊后刀具经缓慢冷却后用喷砂机喷砂,以去除表面残渣。
影响PCD复合片钎焊强度的主要因素包括钎焊温度、恒温保持时间、钎焊金属表面加工质量等,其中以钎焊温度和恒温保持时间对接头强度影响最大,对焊接质量起着决定性作用。为确定最佳钎焊温度和时间,分别进行下列试验:①钎料对45钢刀杆和硬质合金基底(YG8)润湿能力的测试;②剪切强度与钎焊温度的关系;③剪切强度与钎焊恒温保持时间的关系;④剪切强度与钎焊金属表面粗糙度的关系。
b. 试验材料与设备
试验材料:45钢刀杆,PCD复合片,银铜钎料,101钎剂,丙酮溶液。
试验设备:超声波清洗器;工具显微镜;剪切强度测定装置(自制);用于控制钎焊参数和采集试验数据的单片机模糊控制及同步数据采集系统(自行开发,结构见图2)。国产GP15-CW6型高频感应加热设备(自制加热感应圈);美国Wahl公司HSM-672型红外测温仪(响应时间0.1s)。单片机控制系统由8031芯片加上各种扩展芯片及必要电路组成,采用台湾PCL-818L型A/D转换卡,ADC0809型A/D芯片,负载由加热感应圈和工件组成;前置放大电路选用OP-07和LM324对红外测温仪输出信号进行放大,以便进行模数转换。
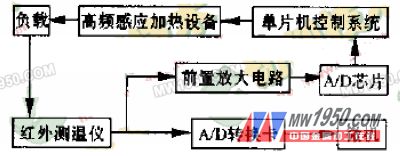
图2 模糊控制与同步数据采集系统结构图
(2)试验结果与分析
根据系统采集的数据,可得出图3所示感应加热钎焊热循环过程图。图中,横坐标为加热时间t,采样时间间隔为1ms;纵坐标为输出电压值,由于红外测温仪的输出关系为1mV对应于1℃,因此可直接用温度值T标注。曲线AB段为加热升温阶段,BC段为钎焊恒温阶段,CD段为停止加热阶段。取BC段对应数据的平均值作为钎焊温度,BC段对应的时间为钎焊恒温保持时间。
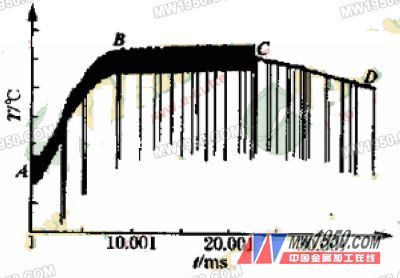
图3 系统采集的钎焊过程加热热循环数据
a. 钎料对钎焊金属的润湿能力
在PCD复合片钎焊接头形成过程中,钎料对钎焊金属的润湿性能直接影响焊接质量,因此需要测试分析钎料对钎焊金属的润湿情况。在不同温度下,采用相同钎焊恒温保持时间(20s),测量钎料对硬质合金和45钢的润湿角,测量结果如图4所示。
由图可见,对于45钢刀杆和硬质合金基底,随着温度升高,润湿角随之减小。在700℃附近润湿角明显下降,之后随着温度的升高,润湿角变化不大。钎焊温度对硬质合金上钎料润湿角的影响较45钢大。在相同温度下,45钢的润湿角小于硬质合金的润湿角,所以钎料对45钢的润湿性能优于硬质合金,即钎料与45 钢的结合强度高于硬质合金。在显微镜下观察发现剪切破坏断面主要发生在硬质合金一侧的事实也证明了这一点。
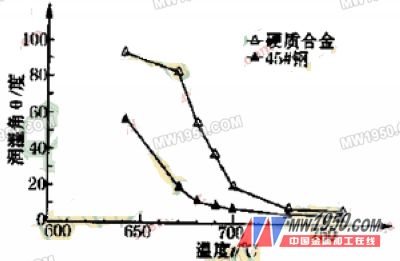
图4 钎料对不同钎焊金属的润湿角与钎焊温度的关系
b. 钎焊温度对钎焊接头强度的影响
如图5所示,选取7个温度点在高频感应焊机上进行钎焊试验。焊后对刀具进行喷砂处理,以去除焊接过程中产生的氧化皮,然后将刀具置于剪切破坏试验装置上测量其剪切强度,得到钎焊温度与剪切强度的关系曲线(见图5)。
随着焊接温度的升高,剪切强度增大。在670~680℃附近,剪切强度变化较大;在690℃附近剪切强度相对稳定。
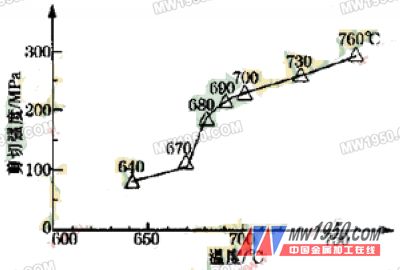
图5 钎焊温度与剪切强度的关系
c. 恒温保持时间对钎焊接头强度的影响
对PCD复合片进行钎焊时,恒温保持时间对接头剪切强度的影响也十分重要。图6所示为空气中钎焊温度为690℃时不同恒温保持时间下的剪切强度变化曲线。由图可见,接头剪切强度随着恒温保持时间的延长而增加。恒温保持时间小于16s时,剪切强度上升速度较快;恒温保持时间大于16s后,剪切强度变化不大。如恒温保持时间过长,则PCD层受损严重,影响焊后刀具的使用性能。
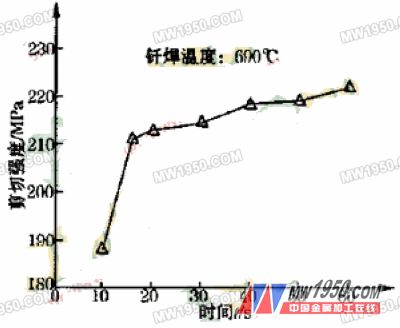
图6 钎焊恒温保持时间与剪切强度的关系
d. 钎焊金属表面粗糙度对接头强度的影响
PCD复合片硬质合金基底与45钢刀杆钎焊表面粗糙度对钎焊接头的剪切强度有重要影响。图7所示为钎焊温度为690℃、恒温保持时间为20s时钎焊金属表面粗糙度与剪切强度的关系。图7a为45钢刀杆表面粗糙度与剪切强度的关系曲线;图7b为PCD复合片硬质合金基底的表面粗糙度与剪切强度的关系曲线。如上所述,钎料对45钢的润湿作用较强,对硬质合金的润湿作用较弱。复合片硬质合金基底表面粗糙度在钎焊过程中主要影响钎料对其本身的润湿性。随着表面粗糙度的增大,硬质合金粗糙表面沟槽所产生的毛细作用使其润湿性增强,与液态钎料的接触面积随之增大,从而可加速45钢向液态钎料的熔解,增强钎缝强度。但与此同时,随着表面粗糙度增大,钎焊缺陷也随之增多,严重影响PCD复合片的焊接质量。试验表明,当45钢刀杆焊接表面粗糙度为Ra712?m、硬质合金基底焊接表面粗糙度为Ra0.180~0.250?m时,高频感应钎焊PCD复合片获得的钎缝质量最好。
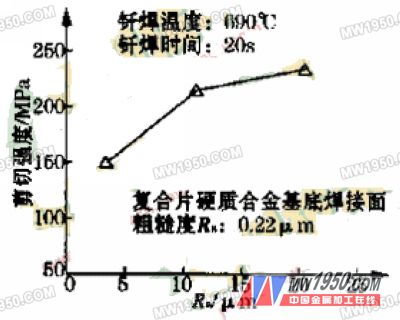
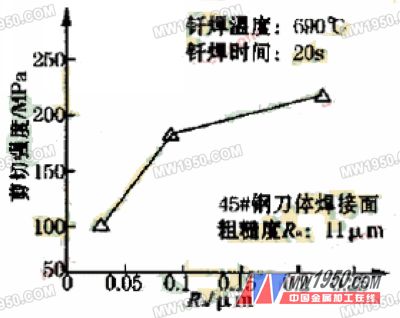
图7 钎焊金属表面粗糙度与剪切强度的关系
4. 结论
通过对PCD复合片与45钢刀杆高频感应钎焊的试验研究,可得出如下结论:
(1)高频感应钎焊PCD复合片时,钎焊温度对剪切强度影响最大。为获得钎焊强度较大的接头,应采用尽可能高的钎焊温度(本试验钎焊温度为690℃)。
(2)钎焊恒温保持时间是影响钎焊强度的另一重要工艺参数。钎焊强度随钎焊恒温保持时间的增加而增大。根据试验结果,高频感应钎焊PCD复合片时,恒温保持时间可选取为16~20s。
(3)钎焊强度随PCD复合片硬质合金基底和45钢刀杆钎焊表面粗糙度值的增加而增大。一般情况下,45钢刀杆焊接表面粗糙度可取Ra7~12?m,硬质合金基底焊接表面粗糙度可取Ra0.180~0.250?m。
(4)采用部分不等间隙钎焊接头设计可有效减少气孔、夹渣等钎焊缺陷和焊接应力,提高钎焊质量。








 豫公网安备41019702003646号
豫公网安备41019702003646号