

 手机资讯
手机资讯 官方微信
官方微信
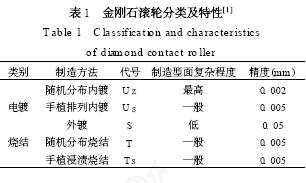
金刚石滚轮的制造方法可分为电镀法和烧结法两大类。其特点、精度等特性列入表1 中。
1 随机分布内镀法(U Z 法)
用钢或高强度石墨材料制造一个与滚轮形状相反的内型腔, 常称阴模。阴模的几何精度比滚轮精度高1ö3 以上[ 2]。先在阴模内壁用电镀的方法将金刚石结合牢固, 再将镀层加厚到2~ 3mm, 使其具有足够的强度及刚性。然后将其与预制好的钢芯型组合起来, 并浇铸入低熔点合金于阴模内, 待该合金冷却后, 剥去阴模并使金刚石完全暴露出来。这种滚轮不经修整即可达到很高的精度。此外由于选用金刚石强度工作面上很高及杂质含量极少, 颗粒度又较手植法的细, 因此, 在滚轮工作面上单位面积的金刚石颗粒多, 参与修整的切削刃多, 磨削负荷分散, 磨损少, 形状精度保持性好, 有利于滚轮延长使用寿命。据温特公司介绍, 这种滚轮寿命在1 万至数万次间。
1. 1 金刚石选用
可选用天然金刚石或人造金刚石。根据本方法, 一般选用品质较优、粒度偏细的天然金刚石。若是人造金刚石则选用MBD8 以上至SMD25 的优质高品级金刚石, 而且是晶形好、杂质含量低的金刚石, 方能保证滚轮寿命。
据资料[3]报导, 在生产条件下进行的全寿命试验表明, 完全可以用耐热人造金刚石制造修整滚轮。这种工具可以在整个工作期间内稳定地保证加工质量要求,只是其耐用度有限。在具体加工燃气涡轮发动机叶片榫槽的条件下, AC65T-500/400 型金刚石精密滚轮的保证耐用度为不少于修整15000 次。
1. 2 阴模加工
阴模材料可选用45# 钢; 高强度、高纯度石墨, 其孔隙率低于18%。以45# 钢为例, 对其工艺流程说明如下:
(1) 粗车 首先车出工艺卡头然后调头车外圆并留磨量, 接着车端面以及车内腔型面, 并且只车沟槽, 不车出齿顶面。
(2) 钻孔、攻丝 主要用作电镀上夹具及剥壳时用。
(3) 热处理 内型面淬火为油中定性(RC42)。
(4) 磨外圆、内孔及端面 用万能磨床加工。
(5) 研磨端面 为磨内型面时找正用。
(6) 磨内型腔。
如果选用石墨材料制作阴模, 则一般采用样板刀来加工内型腔, 因此, 样板刀就成了滚轮制造环节的重要部件之一。阴模的设计是根据用户对工件的要求而预先设计出滚轮的外型。生产中, 金刚石修整滚轮所需的公差通常等于工件尺寸和形状公差的2/3, 同时还要考虑滚轮装配时的校准和使用要求。因此, 滚轮的一端有一个3mm 的校准肩, 另一端有一个1mm 宽的凸台。校准肩供装配时作修整校正用, 因为它与孔及滚轮表面同心。凸台则是防止其相邻的垫圈或法兰与滚轮的金刚石层直接接触。因此, 阴模的尺寸和形状公差就必需保证未来滚轮的尺寸精度, 其总的宽度也必需保证滚轮的校准肩和凸台的存在。
1. 3 芯子加工
芯子一般用45# 钢制作, 内孔留单边余量015mm。芯子外圆车成后开横竖沟槽, 目的是增加低熔合金与芯子间的连接牢度, 热处理达HRC42。
1. 4 辅助工具加工
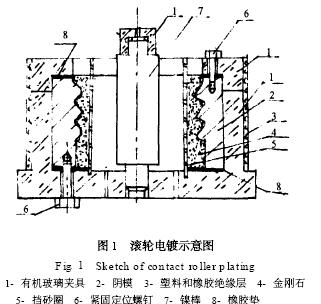
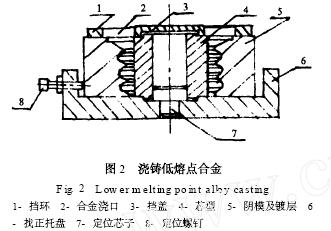
辅助工具主要是电镀用的有机玻璃绝缘夹具和浇铸低熔合金时夹具, 其示意如图1、图2。
2. 1. 5 金刚石滚轮内镀
电镀的工艺流程如下: 45# 钢阴模→汽油清洗→装绝缘夹具→电化学除油→弱酸活化处理→带电入槽并上砂→加厚→卸砂后电镀增厚。
在电镀过程中应严格注意下列问题:
(1) 金刚石需经严格的净化处理, 有条件的最好经热化学处理以除去含杂质较高的不良颗粒。
(2) 装夹绝缘夹具必须保证整个电镀过程中电解液不会破坏阴模, 尤其要保证位于阴模端部和一端外圆上的基准测量带。
(3) 除油和弱酸活化处理必须保证不使阴模精度受损。
(4) 上砂及加厚镀层时的电流密度至关重要。由于阴模型腔复杂, 存在尖端及凹槽, 因此电流尽可能选择下限, 而且要采取让阴模运动(如往复平移或转动) 和使电解液对流的措施(用泵将镀槽内的电解液抽至高位槽, 经过滤后再注入镀槽的方法)。
(5) 由于阳极面积远小于阴极面积, 在加厚及增厚镀层时, 阳极易于钝化和被阳极泥渣覆盖。因此, 应准备一副备用阳极, 以便及时更换并清洗活化在用阳极。
( 6) 上砂时应用一细棒在靠近阴模型上捣实金刚石, 以使金刚石与各点都能紧密接触, 使内型腔上的金刚石分布均匀, 不出现空白点。此外在上砂过程中还要用细棒搅动金刚石, 使滞留在里边的氢气泡及时排出。
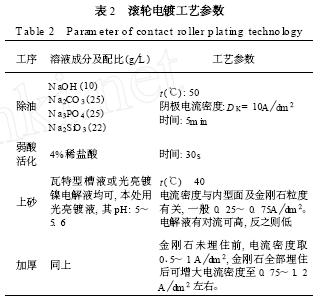
(7) 增厚镀层时, 应尽可能用高的电流密度, 以节约制造时间; 在到达快结束前1~ 2h, 让电流密度更大些,以使镀层表面粗糙, 这样能增强浇铸低熔合金与镀层的结合牢度。电镀时主要工序的工艺参数见表2。
电镀的示意图见图1。
1. 6 浇铸低熔点合金
将电镀好的阴模与芯子组装成图2 所示的结构, 在空腔中浇铸入低熔点合金。低熔点合金的选择原则是: 固态时其线胀系数与电镀阴模材料的线胀系数越接近, 对滚轮精度的影响越小; 点尽可能低, 最好选择熔点在200℃左右的低熔合金。生产实践证明; 焊锡熔点为198℃, 其线胀系数对滚轮精度影响很小, 可以用于生产。但必须探索出变化规律, 将产生的误差在阴模设计时加以校正, 以确保滚轮精度, 也有用环氧树脂作粘结材料的。
2. 1. 7 组装后的机械加工
(1) 加工内孔 在高精度内圆磨床上将工件找正,使端面的跳动≤0. 0015mm, 外圆跳动≤0. 002mm (找正依据是阴模加工时预置好的测量带)。然后磨内孔并留研磨量0. 05mm 左右。研磨后的内孔锥度在0. 002mm以内, 与轴的配合间隙为0. 001~ 01002mm, 光洁度达D10。内孔加工是滚轮精度和寿命的重要保证, 切勿疏忽, 否则将前功尽弃。
(2) 端面加工 在外圆磨床上磨两端面, 以保证孔与端面的垂直度。
(3) 剥壳 在车床上用低速慢进给并用大量冷却液冷却, 车出阴模的外壳大部, 留单边0. 5mm 左右, 然后用外圆磨床磨到露出齿端, 在车床上用成型刀车出沟槽, 刀子不可接触到电镀层; 最后用成型磨轮将剩余的阴模材料磨除, 露出滚轮的所有金刚石镀层面。
1. 8 滚轮精度检测
通常不可直接测量滚轮的型面, 因为金刚石会损伤量具。通用的方法是用滚轮修整砂轮, 再用砂轮磨出一个工件(可以是加工产品, 亦可以是专门用于测量的样板) ,然后对工件进行测量, 并将详细记录实测结果附于滚轮包装盒内, 作为提供用户使用时的资料。值得提出的是, 无论是滚轮基体(阴模) 加工还是浇芯后的机械加工, 如果具备现代化的数控加工中心将会使加工作业变得容易些, 而且精度将更有保障。
2 手植金刚石内镀法(U s 法)
该型滚轮的内型腔面上的金刚石是预先按设计好的排列图用手工一颗颗“植上”的, 其方法是先在预置好的阴模内腔喷上一薄层胶, 胶的厚度不超过5Lm, 胶必须有导电性, 再用真空吸笔将金刚石按要求粘于型面上, 其余工序与U z 法同。由于要用手工植砂, 所用金刚石的粒度粗, 因此, 对某些齿顶(或齿根) R 过小(如丝锥、螺纹用滚轮) 时不适宜用该法制造。另外, 由于胶的存在对滚轮最终精度有一定影响, 因此, 最终还要对滚轮进行精修。图3 示出了U s 法滚轮的表面金刚石排列状况及结构示意t图.
金刚石在滚轮表面的分布密度视粒度不同而异, 一般在10~ 80 粒ö cm2 左右, 如果用100 粒ö克拉的金刚石, 其表面分布密度为30~ 40 粒ö cm2。U s 法生产的滚轮, 其阴模制作、电镀工艺及浇芯剥壳等与U z 法类同, 此处不再赘述。
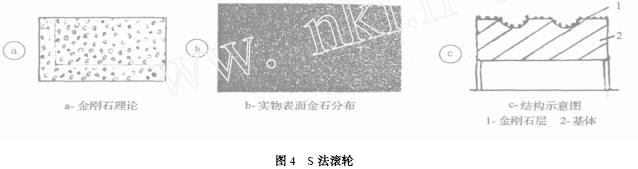
3 金刚石随机分布外镀法(S 法)
根据加工工件的要求, 先设计和加工出滚轮基体, 其形状尺寸与工件一致, 精度则高于工件, 基体一般选用45#钢并经淬硬处理。选用高强度粗颗粒的人造金刚石。S 法制造的滚轮精度比内镀法差, 这主要是因为同粒度金刚石其粒径不可能一致, 因此, 采用该法镀上金刚石后, 其外缘轮廓包络线与基体的原始轮廓不可能一致; 其次是电镀很难做到在基体各部位金属沉积速率完全一致, 在凸部沉积速率高, 而凹部沉积速率低, 使镀后滚轮形状变化、精度下降, 虽然可以通过修整使精度提高, 但仍然很难做出高精度的滚轮。外镀法制造滚轮的优点是制造过程简单、周期短、成本低, 因此, 其在用于制作工件要求精度不高时是合适的。图4 示出了S 法生产的金刚石滚轮表面磨粒分布及滚轮结构。S 法制造金刚石滚轮的电镀工艺与一般的金刚石电镀磨轮的工艺相同, 此处不再赘述。
4 手植浸渍烧结法(T s 法)
该法的特点是, 金刚石在滚轮型上呈规则排列。首先按照工件的形状、尺寸和精度设计出滚轮外型, 并转化成阴模。在阴模内型腔表面上先涂一层粘胶, 然后将金刚石按表面分布排列图的要求, 用真空吸笔将金刚石粘于型腔表面, 金刚石密度同U s 法, 即10~ 80 粒/cm2。将阴模置于石墨模具内, 填充入混制好的金属结合剂骨架材料(多为碳化钨或钨粉等高耐磨材料) , 经预压(或捣实) , 置于真空或有保护气氛的炉内烧结, 并浸渗入粘结金属(可以为镍钴铜锌锡等的合金, 在高温下熔融并沿结合剂的毛细管渗入结合剂的各个部位) , 使金刚石与结合剂牢固结合。除去阴模后, 经机械加工后即成滚轮。由于阴模多为高强度石墨材料用样板刀加工而成,故易于除去。用T s 法制造滚轮应采用大颗粒的金刚石, 不宜制作型面带尖角(或R 很小) 的型面。这种浸渗烧结法因温度高, 滚轮型面会产生变形, 而需进行修整。如采用人造金刚石制作滚轮, 对金刚石的耐热性、杂质等应作出严格的要求, 金刚石应进行热化学处理, 淘汰掉低质的颗粒后再用。图5 为T s 法滚轮金刚石表面分布及结构示图。
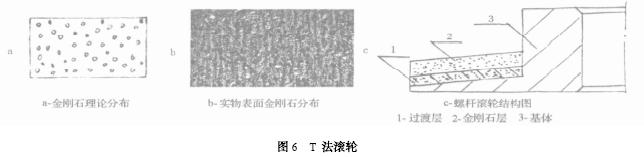
2. 5 粉末冶金烧结法(T 法)
此法的特点是, 金刚石在结合剂中呈无序分布, 其制造方法类似于热压法制造的金刚石砂轮。金刚石要求强度高、耐热性好、杂质含量少, 粒度自然不及T s 法所用的粗。结合剂多用碳化钨为骨架材料, 钴等金属为粘结金属, 有很好的耐磨性和强度。压模材料多为石墨, 基本为钢材。金刚石层视用途而定, 最簿可做到1mm。T 法生产滚轮因高温烧结, 变形量较大, 故一定要进行修整, 其精度才能满足使用要求。图6 为T 法生产的滚轮金刚石表面分布及其结构示意图。
参考文献:
[ 1 ] 方啸虎. 超硬材料科学与技术(下) [M ]. 北京: 中国建材出版社,1998: 460.
[ 2 ] 第六砂轮厂等. 叶片根榫槽强力磨削砂轮修整用金刚石滚轮的试制[J ]. 人造金刚石, 1977, (3) : 22.
[ 3 ] 沃凌鹏编译. 人造金刚石修整滚轮使用过程中各项指标稳定性的研究[J ]. 金刚石与磨料磨具工程, 1995, (4) : 42.
徐湘涛(第六砂轮厂, 贵州贵阳550023)









 豫公网安备41019702003646号
豫公网安备41019702003646号