

 手机资讯
手机资讯 官方微信
官方微信
摘要:金刚石滚轮是一种新兴的砂轮修整工具,与单颗粒金钢石笔相比,其修整时间短,可修整出各种复杂型面。介绍了金刚石滚轮修整器的特点,应用及注意事项。
关键词:金刚石修整滚轮;砂轮修整
1 金刚石滚轮的特点及应用
金刚石滚轮是一种新发展起来的修整工具,它与单颗粒金刚石笔修整砂轮相比, 在进行非直线修整时其修整时间要短得多, 且易修整出各种复杂的成形表面。金钢石滚轮修整砂轮的方法分为切入式滚轮修整和摆式滚轮修整, 因切入式修整器结构比摆式修整器简单, 故在实际生产中应用较多一些。切入式滚轮修整中,与外圆切入磨削工件相似,滚轮由电机驱动旋转,相对砂轮做切入运动,从而进行砂轮修整。表征滚轮切入式修整的主要参数有:修整速比qd 、修整进给量及光修转数。下面介绍切入式金刚石滚轮修整器在HSQB885. 4 沟道磨削中的应用。
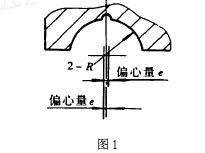
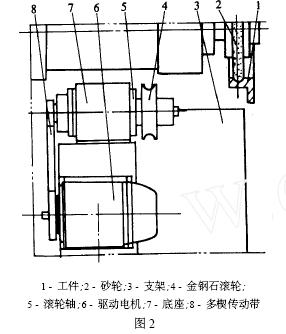
HSQB885. 4 为大型四点接触球轴承,其沟形成桃形沟道(如图1 所示) , 利用现有的TM1 500落地磨床替代立式磨床磨削其沟道, 并设计TM1 500 金刚石滚轮修整器。该修整器主要工作原理如图2 所示。
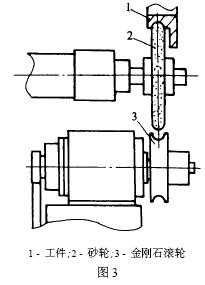
支架固装于机床床身前部, 底座安装在支架上, 并能在纵、横两个方向进行调节,滚轮轴为套筒式主轴,采用两套角接触球轴承构成的二支承轴系结构, 主轴的传动采用多楔带传动,平稳、可靠。驱动电机为轻型铝壳无线调速电机,采用无级调速电机是为了保证滚轮与砂轮之间线速度之比值qd 保持在一定的范围内。因为随着砂轮的消耗,其线速度降低,这时就需要适当调低滚轮的转速,从而获得最佳修整效果。将修整的切入进给改为砂轮进给,修整时滚轮不动,利用原机床砂轮进给的手摇机构, 手动进给来实现修整的切入运动。图2 为磨削外沟时滚轮与砂轮位置示意图, 如磨削内沟可将滚轮调至工件正对面(图3) ,这样修整时更方便。
还可以采用砂轮不动, 滚轮进给的方式进行修整, 这时修整器的结构较复杂, 即采用直线导轨、滚珠丝杠、步进电机等,可将滚轮修整动作设计成简易数控系统, 其动作程序设计为:快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出。
2 注意事项
由于金刚石滚轮成形修整法具有修整时间短、能修整出各种复杂型面、型面精度保持好、修整操作方便等特点, 其使用效果已逐渐得到人们的认可, 在生产中也得到了越来越广泛的应用。但在滚轮的设计、制造与使用中应注意如下几点:
(1) 金刚石的粒度较被修整砂轮的粒度应粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36 # ~100 # 。
(2) 通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比( qd 值) 取+ 0. 3~ + 0. 7 较好,不得超过+ 1;修整时滚轮切入量以砂轮每转切入0. 5~1 μm 为宜,每次修整砂轮的总量应为0. 02~0. 04 mm;光修时间尽量压缩。
(3) 金刚石滚轮的制造误差应小于工件公差的1/ 2 左右,滚轮孔与安装轴承的配合间隙为2~4 μm。
(4) 可采用天然或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢专用金刚石SCD或高强度金刚石SMD。
(5) 滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。
(6) 金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。








 豫公网安备41019702003646号
豫公网安备41019702003646号