

 手机资讯
手机资讯 官方微信
官方微信
硬车削是一种被接受的精加工淬硬工件材料的加工工艺。与其它加工技术相比,它具有柔性、高效和经济性好的特点。自从它推出以后,随着机床制造商协助、PCBN新材质等级的研发和刀具制造方法的改进,硬车削不断获得显著的性能提高。 传动零件是容易进行硬车削的,而本文中的汽车同步啮合齿轮使用不同的刀具理念进行加工。该零件不同加工的数量突出了使用的不同理念的优势和局限性。 尽管几年前硬车削的选择是相当有限的,但将如本文所示,如今可供选择的数量很多。因此,加工工艺应该围绕用户的需求,机床的技术根据用户的产量进行设计,这是非常重要的。
材料淬硬钢,硬度HRC 60,车端面、外圆和内孔刀片型号:TNGN110308S CBN100, 有冷却液Vc=200m/min,f=0.014"0.04mm/rev,ap=0.15mm结果:23台磨床被4台CNC车床替代。
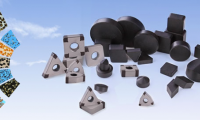
硬车削基本技术当谈到硬车削基本技术时,参考基准是在标准的刀杆上使用标准的ISO刀片几何角度来加工淬硬零件,形成需要的零件廓形。典型的硬车削零件见图1。加工过程通常涉及多种加工,如车内孔、车端面、反车端面和车削同步啮合齿轮的锥面。自从能一次装夹完成加工后,与磨削相比,直接的好处是减少了因位置精度超差而报废的零件。尺寸精度和表面粗糙度可通过调整加工参数而得到满足。零件夹持和机床稳定性也有很重要的作用。
自上世纪80年代末以来,这种技术已经使用得非常成功,而且继续成为代替磨削加工的基础。高生产率加工技术对于所有发展中的技术,一旦基本概念已经被接受,不可避免会出现改型的理念。就硬车削而言,当前强调提高生产率。很有趣的是,一种工艺是低进给加工,大家期望的另一种工艺是高进给精加工技术。
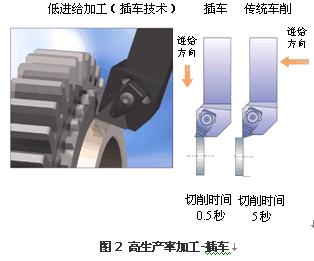
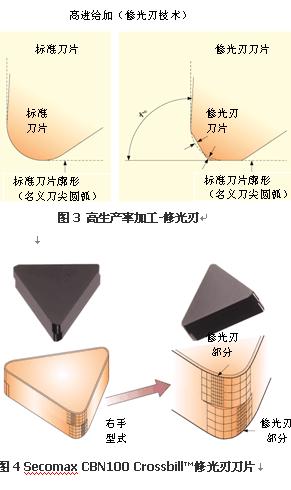
插车技术插车(Plunging)实质上是使用相当一部分的切削刃长度来生成加工表面。这个理念不是完全新的,因为它已经被非常成功地用于插车发动机缸盖的阀座。但是,随着世界上第一款且目前唯一的用于精加工的整体式PCBN材质等级CBN100的开发成功,插车的理念扩张到了其它应用领域。整体式CBN100的经济性好出很多,譬如一片三角形的刀片为插车提供六个切削刃,这使得该产品对于插车加工和传统车削技术都非常理想。 与传统硬车削相比,主要优势是缩短加工节拍,大概在75到90%之间。图 2 表示插车的基本原理。 该工艺依靠很多关键因素:首先,为获得良好的表面粗糙度和最长的刀具寿命,刀片切削刃的质量非常重要。它也是提高切削速度和降低进给量所必须的。这减少了切削力,确保极佳的尺寸精度。为了维持尺寸精度,在切削的最后2到3转,刀片允许空进给。为了避免切削刃廓形影响表面粗糙度,作了一个小的轴向移动。随着这些技术的应用和有良好的机床配置,获得一致性很高的表面粗糙度和零件精度是可行的。在齿轮车削中,插车已经被用于加工齿面和同步啮合锥面。已经用PCBN插车加工的最大长度是16 mm。修光刃技术修光刃技术在硬质合金刀具中已经进行很多的尝试和试验。使用修光刃刀片的优势是在更高得进给量下的加工能力。修光刃的原理如图3所示。实际上修光刃的原理就是在刀尖圆弧之后放置一个大圆弧或多个大圆弧。由于接触区域更宽且能缩小硬车削生成表面的波峰和波谷的比值,这使得刀片具有与大圆弧或圆刀片相同的效果。这也使得进给量增加后表面粗糙度不会变差。 随着刀具制造技术的进步,把这个原理用于PCBN刀片是可行的。把修光刃技术用于硬车削的好处有两个方面:首先是提高生产率,其二是缩短接触时间并提供更长的刀具寿命。在齿轮加工中,修光刃刀片通常被用于加工内孔。
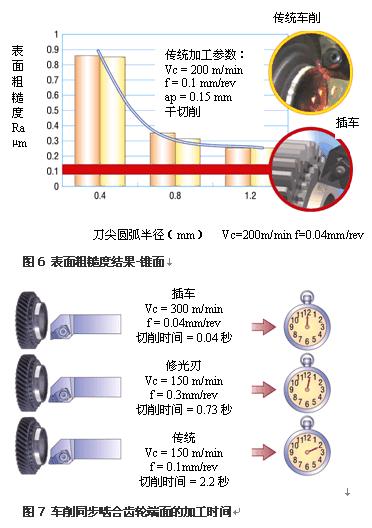
PCBN修光刃技术方面最新的进展之一是 Secomax CBN100 Crossbill™修光刃刀片的开发(图4)。这种独特的刀片把整体式 PCBN 和分左右手的修光刃设计的优势结合在一起。直到最近,整体式 PCBN 刀片上的修光刃设计使其朝向台阶加工的能力收到限制。这是由于一个切削刃上的修光刃设计与对边刀尖圆角的设计相反。CBN100 Crossbill™刀片的推出已经解决了这个问题,它既供应右手型式也供应左手型式的刀片。它能用于朝向台阶的轴向车削(充分利用修光刃技术),而且归因于这种设计,它还能加工出完美的圆弧。应用高生产率技术修光刃和插车工艺能被用于一系列不同的大批量生产应用领域。在齿轮车削中,插车和修光刃的结合通常是最佳的解决方案。包括尺寸精度和表面粗糙度等技术要求的典型同步啮合齿轮见图 5 所示。 第一个关键的地方是同步啮合齿轮的锥面。对于加工这个表面,有三个选择:(i)传统车削,(ii)插车,(iii)修光刃技术。 传统车削是一种试切法,而且作为与插车和修光刃技术相比较的基准。在传统车削中,使用的切削速度和进给量分别为150-200 m/min和0.1mm/rev 。插车使用的参数:Vc=300m/min, f=0.04mm/rev 。
如前所述,成功的插车依靠提高切削速度和降低进给量。 使用的刀片是一种具有负角槽型的整体式Secomax CBN100三角形刀片,每个刀片提供六个切削刃。在插车加工中,刀具的位置精度是至关重要的,因为它将被复制到工件上。在加工锥面时,需要使用特别‘定制’的刀杆来提供6.5°的锥度,锥度的最终调整需要在机床上完成。 插车的主要好处在于缩短了加工节拍。插车的进给量为0.04mm/rev 、切削深度在4转加上极小的空进给,共计接触时间0.04秒内完成,而传统车削需要4.96秒,差距超过100倍。
已加工表面残余应力的分析也已经显示插车具有确实的好处,取决于许多因素,诸如切削刃状态、加工参数等。已加工零件的整个表面处于压应力状态是可行的。对于承受动载荷的零件,这当然是令人感兴趣的。插车的表面还去除了与螺旋表面相关的影响表面粗糙度的问题,传统车削生成螺旋的刀具轨迹。 在锥面上使用修光刃技术是当与传统车削相比需要缩短加工节拍时的一种选择;但是这将要求把刀片调整到与锥度一致以确保修光刃效果的有效性。 齿轮的内孔加工使用传统刀片和修光刃刀片都可以。正是内孔长度的原因,使得插车不能成为一个可行的方案。使用修光刃刀片的主要好处是提高余量的切除率而不影响零件的表面粗糙度。在较低的进给量下使用修光刃刀片很少或没有优势,依靠修光刃的设计,进给量能比传统车削高三倍,它有两种潜在的优势。首先是缩短加工节拍,其次,更少的接触时间提供潜在的更长的刀具寿命。 使用修光刃原理的一个变通是使用刀尖圆弧半径更大的刀片,如圆刀片。而这种变通对于通孔或通行无阻的外圆车削是可接受的,加工时碰到台阶是不行的,限制了它的应用。使用修光刃或者圆刀片都具有更大的接触面积,确实提高切削时的压力,但由于硬车削的切削力较低,这通常不会出现达不到尺寸精度的问题。 通常,最后加工的是前端面和/或后端面。所有三种选项都是可行的,而且当然因为面积小,加工节拍在所有情况下都较低(图7),可是仍然存在通过应用插车技术来最小化切削时间的机会。结论随着业界非常强调通过缩短加工节拍来提高生产率,本文讨论 的两种加工新技术都作出了重要的贡献。虽然两种技术都有一些限制,但已经证明当零件几何角度允许使用插车和修光刃技术时,加工节拍明显改善并因此提高生产率。












 豫公网安备41019702003646号
豫公网安备41019702003646号