

 手机资讯
手机资讯 官方微信
官方微信摘要 对于用于金属切削的刀具材料来说,一般有硬度、韧性、强度、热硬性、导热性等指标,其中硬度和韧性是一对极其重要的指标。理想的刀具材料当然是硬度、韧性兼备。这是我们刀具界的目标,但目前已...
对于用于金属切削的刀具材料来说,一般有硬度、韧性、强度、热硬性、导热性等指标,其中硬度和韧性是一对极其重要的指标。理想的刀具材料当然是硬度、韧性兼备。这是我们刀具界的目标,但目前已有的切削材料的性能如下图所示。
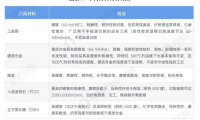
对于加工硬材料,原来使用的一般为韧性较好的细颗粒硬质合金,或硬度较好的立方氮化硼。现在,一些刀具商开发了特别适合用于硬材料加工的带TiAlN镀层的细颗粒硬质合金,这种TiAlN镀层的3000HV,呈紫色。瓦尔特公司称之为WXK15及WXK35,而瑞别格称之为DCX。用这样的刀具来加工硬钢,会有不错的效果。下表是用这样材料的刀具铣削硬钢时的切削规范。

立方氮化硼(简称CBN)是目前可用于加工硬化黑色金属的最硬的刀具材料。因为虽然它的硬度稍逊于金刚石,但金刚石材料的成分是碳,与黑色金属(铁碳合金)在加工中会发生化学磨损,不能用于加工黑色金属。
瓦尔特公司的资料认为,加工硬材料的立方氮化硼有如下要求:
CBN含量<60%;
微颗粒结构;
高的刃口强度;
低的热传导
这样的CBN可用于加工50-65HRC的硬材料,大致的切削规范是:
切削速度Vc=300-800 m/min
每齿进给量fz=0.08-0.12mm/Z
切削深度ap不超过0.5 mm

加工硬材料用CBN金相结构图








 豫公网安备41019702003646号
豫公网安备41019702003646号