

 手机资讯
手机资讯 官方微信
官方微信
高速加工,由于采用很高的切削速度和进给速度,从而大大缩短加工时间以及获得很高的加工精度和表面质量,并导致节省加工工序,简化生产工艺流程和减少生产设备,因而高速加工具有显著的技术经济效益。
自二十世纪80年代中期兴起高速加工以来,在至今的约20年中获得了迅速发展,并相继在航空、航天和汽车工业以及模具制造业等领域里得到了广泛应用。
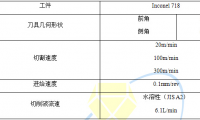
在汽车工业里,90年代初期开始应用高速加工技术,当时采用聚晶金刚石铣刀加工铝合金缸盖的切削速度已达到3000m/min,而到了90年代中期,铣削缸盖的铣削速度个别已高达7000m/min(HüLLER HILLE公司),当采用高强度铝合金刀盘并经较好动平衡(平衡品质等级G2.5)的聚晶金刚石面铣刀,在考虑了CEN/安全标准草案的情况下(即把刀体破裂转速的二分之一视作为铣刀允许的最高转速),铣削铝件时的切削速度甚至可提高到8000m/min(铣刀直径≥200mm,MAPAL公司)。这样的切削速度比90年代初期几乎提高了2.6倍。在模具行业里,在90年代末期,对淬硬钢(HRC50)的铣削速度已高达(370~400)m/min。
为适应高速加工的需要,目前加工中心和铣床均具有较高的主轴转速。加工中心的主轴转速一般都在15000r/min和24000r/min的范围内。用于模具加工的加工中心或铣削中心,由于加工时常常采用较小直径(2mm~12mm)的铣刀,其最高主轴转速一般为42000r/min,有的高达60000r/min。
很显然,高速旋转的刀具系统,存在的残余不平衡量(不对称质量)会产生与转速成平方关系的离心力,这种动态负载会激起刀具和机床的震动,从而导致加工表面质量、刀具寿命和主轴轴承寿命的下降,甚至影响到加工过程的正常进行。为减小或限制这种由残余不平衡量产生的动态负载的影响,应对刀具系统进行必要的动平衡。
引起刀具系统不平衡的原因
在机床主轴——夹头——刀具系统中,质量不对称(不平衡量)主要是由下列原因引起的。
1.刀具的不对称形状
2.刀夹的不对称形状
3.系统构件的加工误差
4.系统构件的连接间隙和夹紧的不精确
5.主轴的圆跳动和磨损
6.在主轴锥孔和刀具上粘有杂质颗粒
7.主轴中拉杆——叠形弹簧的偏移
8.冷却润滑液的影响等
这些不平衡量,往往会对高速精加工产生不利影响。特别当采用较长悬臂刀具进行高速精加工时, 其影响尤为严重,在以前,为减少刀具系统不平衡量对加工精度的不利影响,不得不采用较低的转速进行加工,这样,致使机床能力得不到充分利用。因此,为了充分利用高速加工的优点,就必须对主轴—刀具系统进行动平衡。以便减小振动负载并尽可能将较高的精度传递到刀具的切削刃上。
动平衡技术的概念
进行动平衡,就是要使刀具系统的回转体质量进行均匀分布,以减少回转体旋转时由不平衡量产生的离心力。
在动平衡技术中,不平衡量(U )是回转体质量(mr) 与质量重心偏移量(e)的乘积:
U= mr. e..........(gmm ,kgμm)
mu—— 不平衡质量(g)
mr—— 回转体质量(kg)
e—— 质量重心偏移量(μm)
ru——mu质量重心相对于回转体轴线的距离(mm)
n—— 回转体的转速(r/min)
ω——回转体的角速度(1/s )
ω=2πn/60
F—— 不平衡产生的离心力(N)
F=Uω2
不平衡量(U )又是不平衡质量(mu)和该质量重心相对于回转轴线的距离(ru)之乘积:
U= mu. ru..........(gmm)
回转体旋转时的平衡品质(G)用下式表示:
G=ew/1000=U/mR. πn/30..........(mm/s)
平衡品质或平衡质量等级(G)表示回转体处于不平衡状态时回转体重心的线速度,是用来判断回转体动态负载的一种机械比较量。G值越小,则回转体旋转越是平稳。
对于采用不同转速进行加工的刀具,平衡品质G值是难于确定的。而残余不平衡量(U )与转速无关,这个不平衡量可以直接在动平衡机上进行测量。
通过换算,可以将上面的平衡品质的公式改写成下面的关系式:
e=9549.296G/n..........(μm)
根据这个关系式绘制而成的诺模图。根据确定的平衡品质和实际的工作转速就可以从图上的曲线查得或利用上面的关系式计算出回转体单位质量的允许残余不平衡量(gmm/kg),也就是质量重心允许的偏移量(e)。
在这里我们可以看出,在相同的平衡品质情况下,转速愈高,则允许的质量重心偏移量愈小,也就是要求回转体(刀夹和刀具等)的圆跳动越小(图2和表1)。如对于一把重1.4kg的刀具,根据其确定的平衡品质G6.3和工作转速n=25000 r/min,就可得出刀具质量重心的偏移量e=2.41μm。又得到允许的残余不平衡量U=mR。e=1400G×0.00241mm=3.37gmm。这个不平衡量可通过平衡机测得。
适度动平衡
高速加工的用户,应根据具体的加工任务,同时考虑在技术上的可行性和经济上的合理性,提出适度的平衡品质的等级(G)。刀具残余不平衡量的测量是受到动平衡机测量极限和测量能力的限制。目前,采用最高水平的动平衡机,可以重复测得的刀具残余不平衡量已达到0.3gmm。据德国技术刊物的有关报道,在德国拟订的一份“采用具有一定几何角度的回转切削刀具”动平衡极限标准草案中,规定了以2μm的残余偏移量为可以达到的最高平衡品质。
所以,高速加工的用户不能一味追求加工的平稳性而提出过高的平衡品质。因为,不切合实际的过高要求,一是在技术上难于实现,其次是在经济上又并不合算。例如,一个重300g,工作转速达60000r/min的带刀柄HSK40的热胀冷缩式夹头,当要求其平衡品质为G2.5时,那么允许的不平衡量应小于0.119gmm,这意味着夹头的质量重心只允许从其回转轴线偏移0.4μm。而目前,在机床主轴上仅仅刀具或夹头一个构件也几乎难于达到<2μm 的高精度,而结构上对称又特别适合高速加工用的热胀冷缩式夹头,其圆跳动最高也只能达到3μm (在其检验棒3xd 悬伸处测得)。由此可见,要求这样的平衡精度就毫无意义了。比较切合实际的是从2μm的残余偏移量出发,从而得到不平衡量U=300g x 0.002mm=0.6gmm,平衡品质则为G=12.56。这样做,不仅技术上可行,而且经济上也是合理的。
制造厂家产品的动平衡标准
目前,大多数刀具和夹头制造厂家已十分重视高速加工中的动平衡问题,并根据国际标准ISO1940-1相应拟订了各自工厂内部出厂产品的动平衡标准,产品基本上都按平衡品质等级G2.5~G6.3在10000r/min的转速下进行动平衡,而对采用HSK E型刀柄(结构上对称)的热胀冷缩式夹头则在25000r/min或更高的转速下进行动平衡(表2)。如用户要求比产品标准平衡等级更高的平衡品质,或要求在更高的转速下进行平衡,可向生产厂家提出,对产品进行精平衡。
*根据Mapal公司高速铣削可达到的切削速度推算,估计在10000 r/min和13000 r/min范围——笔者
刀具系统的动平衡
对于短小又对称的整体式刀具,平衡时要修正的重量通常只有百分之几克,所以仅进行静平衡就足够了。而对于非对称结构的悬臂刀具(悬伸长度约300mm)必须要在二个校正平面上进行动平衡,以尽量清除不平衡量误差。推荐对刀具、夹头和主轴单独进行动平衡,然后,夹头连同刀具一起还应再一次进行动平衡。如Beck Engineering公司的一把在10000r/min转速下工作的偏心传动受控刀具,为确保工件的加工质量,刀具分4步进行了动平衡。第一步,偏心传动的刀体连同装上的平衡校正工具在动平衡机上以1500r/min的转速进行精平衡。第二步,刀具在动平衡机上以同样的转速进行动平衡。第三步,偏心传动刀体连同装上的平衡校正工具在主轴上以10000r/min的转速进行精平衡。第四步,安装在刀体中的刀具在主轴上以同样的转速进行精平衡,由此最终达到好于G2的平衡品质。
另外,对于一些高速加工刀具和夹头,如结构上允许,还应在刀体(刀盘)上设置为今后进行精平衡或再平衡的螺钉或平衡环等微调机构(如Walter公司的面铣刀和Mapal公司的WWS面铣刀,在刀盘上均设有平衡微调螺钉),或设置多个平衡孔,以便使刀具系统达到最佳的动平衡效果。
自动平衡系统
即使刀具和夹头已进行了动平衡,但是当刀具夹头装到主轴上时还会由于夹紧不精确性而产生不平衡量(对于空心锥柄HSK接口,这个值一般在2μm 和5μm范围内),另外,还有可调刀具的调整、主轴中拉杆——叠形弹簧的偏移引起的不平衡以及随机出现的其他不平衡。这些连接的不精确度和变化的不平衡状态是无法进行预防性修正的。因此,对于高速精密加工,最好是采用自动平衡系统,以便对整个刀具——主轴系统在工作过程中进行在线动平衡,以补偿上述干扰量。
目前在生产中可供使用的自动平衡系统是一种电磁动平衡系统,这种系统有两种使用方式:一种则是将由传感器和致动机构组成的动平衡部件安装在结构相配的主轴上,另一种则是将致动元件装在刀夹里,这种电磁动平衡系统可以在60000r/min转速下进行自动平衡。
随着刀具材料和刀具技术的进一步发展,加工的切削速度愈来越高,刀具系统的动平衡已成为高速精加工的必要条件。因此,高速加工的用户,应根据具体的加工情况,通过刀具系统适度的动平衡或采用自动平衡系统,来获得最佳的技术经济效益。








 豫公网安备41019702003646号
豫公网安备41019702003646号