

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:VinalSharma,HarvinderLal,ParamjitSingh摘要:利用电火花加工工艺对SKD11钢的磨损率进行研究,采用正交阵列L18对五个输入因子进行分析,...
作者:Vinal Sharma, Harvinder Lal, Paramjit Singh
摘要:利用电火花加工工艺对SKD11钢的磨损率进行研究,采用正交阵列L18对五个输入因子进行分析,利用铜工具电极对EDM工艺中的输入加工变量进行改变。利用ANOVA技术对输入加工变量的影响率进行评估。
关键词:磨料EDM,SKD11钢,磨损率(WR)
1、引言
在不受加工材料韧性和硬度影响的条件下,对复杂形状的导电材料进行切割加工并保持其尺寸精度则需要应用到电火花加工(EDM)的非传统加工工艺。EDM是一种广泛应用于导电材料加工的热电工艺,通过火花的控制实现材料去除;是工业领域应用最为普遍的一种非传统加工方法。常用于模具制备、汽车、航空航天和外科手术器械等。EDM工艺的广泛应用主要是由于它能够不受加工材料机械强度的影响可以加工多数导电材料。EDM的缺陷主要是环保问题,EDM过程中所使用的电解质液体是主要是环境污染来源,所产生的电解质废物有毒且不可循环使用。此外,加工过程中由于电解质的高温化学分解而挥发有毒烟雾。用作电解质液体的油性材料还是额外做好火灾防护措施。目前还没有出现可以替代EDM工艺的环保型加工方法,因此,改善或彻底消除液体电解质则是一种可行的办法。在EDM加工中,工件表面和电极的放电间隙中的电火花温度大约有12000个温度量级,可以融化工具电极和工件表面。虽然能加工硬度高韧性大的金属材料,但EDM工艺的应用仍有所限制,主要是由于EDM工艺较低的加工效率和较差的工件表面加工质量。为改善这些工艺缺陷,一些研究尝试在电解质液体中加入粉末状颗粒;这些粉末颗粒扩大了工件和电极的间隙并通过降低火花能和均匀分散工件表面的放电来改善表面质量。在EDM油中使用碳化钨、硅粉和氧化铝磨料的混合物可以改善工件表面性能,材料去除率(MRR)随粉末颗粒浓度的增大而增大,高粉末浓度条件下的时间间隔缩短。工件表面裂纹主要受电极大小和加工材料的热导率影响;在利用段脉冲大电流加工热导率较低的材料时,采用较小尺寸电极即可避免表面裂纹。
2、实验材料和方法摘要:利用电火花加工工艺对SKD11钢的磨损率进行研究,采用正交阵列L18对五个输入因子进行分析,利用铜工具电极对EDM工艺中的输入加工变量进行改变。利用ANOVA技术对输入加工变量的影响率进行评估。
关键词:磨料EDM,SKD11钢,磨损率(WR)
1、引言
在不受加工材料韧性和硬度影响的条件下,对复杂形状的导电材料进行切割加工并保持其尺寸精度则需要应用到电火花加工(EDM)的非传统加工工艺。EDM是一种广泛应用于导电材料加工的热电工艺,通过火花的控制实现材料去除;是工业领域应用最为普遍的一种非传统加工方法。常用于模具制备、汽车、航空航天和外科手术器械等。EDM工艺的广泛应用主要是由于它能够不受加工材料机械强度的影响可以加工多数导电材料。EDM的缺陷主要是环保问题,EDM过程中所使用的电解质液体是主要是环境污染来源,所产生的电解质废物有毒且不可循环使用。此外,加工过程中由于电解质的高温化学分解而挥发有毒烟雾。用作电解质液体的油性材料还是额外做好火灾防护措施。目前还没有出现可以替代EDM工艺的环保型加工方法,因此,改善或彻底消除液体电解质则是一种可行的办法。在EDM加工中,工件表面和电极的放电间隙中的电火花温度大约有12000个温度量级,可以融化工具电极和工件表面。虽然能加工硬度高韧性大的金属材料,但EDM工艺的应用仍有所限制,主要是由于EDM工艺较低的加工效率和较差的工件表面加工质量。为改善这些工艺缺陷,一些研究尝试在电解质液体中加入粉末状颗粒;这些粉末颗粒扩大了工件和电极的间隙并通过降低火花能和均匀分散工件表面的放电来改善表面质量。在EDM油中使用碳化钨、硅粉和氧化铝磨料的混合物可以改善工件表面性能,材料去除率(MRR)随粉末颗粒浓度的增大而增大,高粉末浓度条件下的时间间隔缩短。工件表面裂纹主要受电极大小和加工材料的热导率影响;在利用段脉冲大电流加工热导率较低的材料时,采用较小尺寸电极即可避免表面裂纹。
A.设备和工件材料
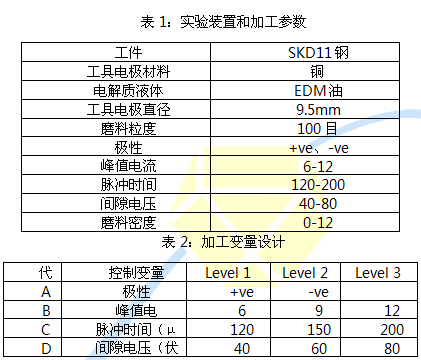
机床为装配了OSCARMAX S645 ZNC脉冲发生器和DC伺服进给控制系统的智能ZNC刻模电火花机床,用以在工件上打出盲孔。铜工具电极为直径9.5mm棒。铜的物理、机械性能参数:密度8.96g/cm3、拉伸强度90MPa、热导率401W/m/K。在刨床上加工出SKD11钢工件表面然后用磨床进行打磨抛光。SKD11钢的化学组份:C-1.40wt%、Mn-0.4wt%、Si-0.3wt%、V-0.3wt%、S-0.002wt%、Mo-1.0wt%、Cr-1.5wt%;SKD11的屈服应力和杨氏模量分别为334MN/m2和202GN/m2。将6公升电解质液体盛入容量为7公升的软钢板制备而成的容器。将100目的钛磨料混入电解质液体中。
B. 实验设计
实验设计详情如表一、表二所示。
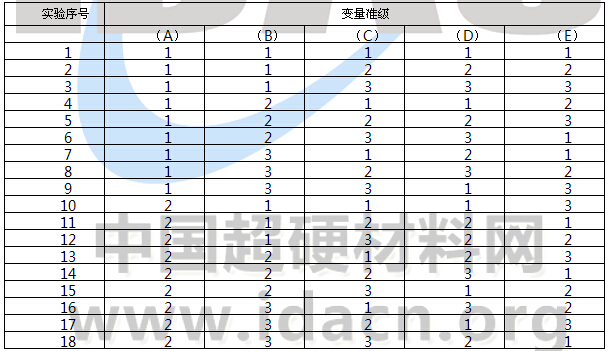
田口方法利用正交阵列的特殊设计以最少实验次数对整个参数空间进行研究,该方法是实验设计方法中较为有效的工具,可以通过工艺参数的设置来优化性能特征并降低系统性能对变量的敏感度。本研究则利用田口法来设计、分析实验;利用混合正交阵列L18设计实验次数。该阵列有5列18行,一个两准级输入参数,四个三准级输入参数。利用L18正交阵列进行18次实验来研究整个加工参数空间。表3为实验设计。
表3:实验设计:L18正交阵列
田口法中,S/N比用来查找性能特征和其预期值之间的偏差。在S/N比分析中通常有三种类型的性能特征:(a)望小特性;(b)望大特性和(c)望目特性。在加工操作中选择望小特性磨损率。在第jth次实验中,望小特性类型的ith输出性能特征的S/N比表达式如下:

加工工艺的生产率通常构成工件上磨损率的最低值,因此本研究选取望小特性磨损率。
E. 变量分析
利用变量分析技术(ANOVA)对性能测量的输入加工变量参数结果进行总结。该技术利用统计学的特殊设置对结果进行求值;然后再利用表值对结果进行进一步分析。
3、实验结果和讨论
根据表4计算求得实验结果并将其输入Minitab 6.1软件进行进一步分析。ANOVA表格用以总结实验结果以研究输入加工参数对输出测量(如WR)的影响;该表格总结了变量分析和案例统计。然后再利用图表对其进行进一步分析,如图1、2所示。由图1可以明显看出磨损率在极性、峰值电流、脉冲时间和间隙电压的第2个准级处、在磨料浓度的第1个准级处最低。据此可得,输入加工变量的最佳条件为A2B2C2D3E2。图2中S/N比的主效应图也证实了这些结果。

图1:WR平均值的主效应图
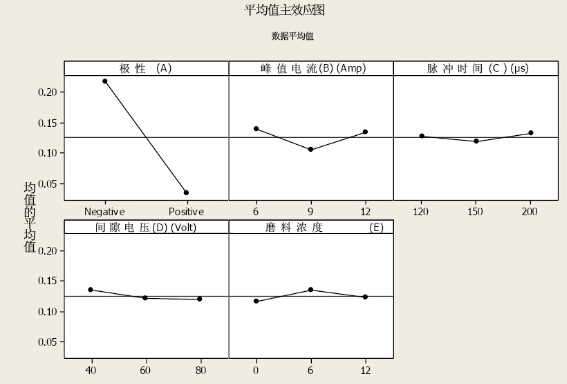
图2:WR的S/N比主效应图
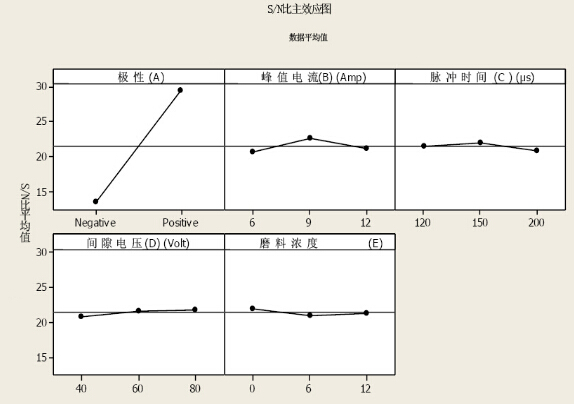
表5中的F比和P值表明极性和峰值电流是主要的显著输入变量,对加工盲孔磨损率的影响分别为97.34%和1.04%;磨料浓度的影响仅0.20%,占比最低。间隙电压和脉冲时间对SKD11钢的磨损率影响较小,分别为0.30%和0.31%。Δ值为最大S/N比和最小S/N比之差。这些数值标明了输入工艺变量对输出反映特性的影响程度排序,如表6所示。Δ值越大输入工艺变量的影响就越大;极性的最大Δ值和磨料浓度的最小Δ值分别为影响最大、最小的输入工艺变量。
(详细内容敬请点击这里)







 豫公网安备41019702003646号
豫公网安备41019702003646号