

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:本文概述了硬脆材料切割中使用金刚石丝锯切割的方法优点;介绍了金刚石丝锯在光伏领域切割多晶硅环节的应用;在电子产业上游晶圆切割等环节的推广,特别是蓝宝石切割将是金刚石切割线又一...
摘要:本文概述了硬脆材料切割中使用金刚石丝锯切割的方法优点;介绍了金刚石丝锯在光伏领域切割多晶硅环节的应用;在电子产业上游晶圆切割等环节的推广,特别是蓝宝石切割将是金刚石切割线又一新兴领域;金刚石丝锯与传统线锯的比较;金刚石丝锯的制备工艺。关键词:硬脆材料、金刚石丝锯、钢线锯、切割
硬脆材料是指硬度高、 脆性大的材料,通常为非导电体或半导体, 如:各种石材、宝石、玻璃、硅晶体、石英晶体、硬质合金、陶瓷和稀土磁性材料等。随着工业的发展, 硬脆材料在各个领域的应用日益广泛,且其加工精度与技术条件的要求越来越高。传统的刀具材料,如高速钢、硬质合金、陶瓷等常不能满足上述加工的需要,而必须采用超硬材料刀具。在硬脆材料的各种加工方法中, 切割加工占有很重要的地位,对脆性材料的切割大致有以下要求:高效率、低成本、高精度、窄切缝、小翘曲变形、低表面损伤、低碎片率、无环境污染等是目前半导体和光电晶体的切割加工的新趋势[1、2]。精密切割加工作为制备半导体和光电晶体基片的主要加工工艺之一,在微电子、光电子器件的制造过程中占有很高的地位。
近十几年来,随着超硬材料的迅速崛起,硬脆材料的切割加工发展较快,新工艺、新设备、新方法不断涌现。超硬材料主要指金刚石和立方氮化硼( CBN),它们以单晶、聚晶及薄膜等形式出现,是当今世界高科技领域中最有活力、最有前景的材料之一。金刚石是世界上已知最硬的物质,并具有高导热性、高绝缘性、高化学稳定性等多种优良性能,可用于铝、铜等有色金属及其合金的高效精密加工,特别适用于加工硬脆非金属材料[3]。
一.硬脆材料的切割方法
当前,按切割工具形状分,硬脆晶体材料切割方法有金刚石圆锯切割、带锯切割、线锯切割[4、5]。
(一)金刚石圆锯片切割
金刚石圆锯片分为金刚石外圆据和金刚石内圆锯两种。金刚石外圆锯切割技术是应用较早的切割方法,外园周上电镀金刚石的圆锯片直径在200mm左右,最大可达400mm。多用于宝石、石英、铁氧体、陶瓷等材料的切断、切槽等。优点是:结构简单、操作容易、刀片价格便宜;缺点是:刀片较厚、锯口宽、材料损耗较大、切割面的平行度较差、只能切割小直径或较薄工件。
金刚石内圆锯切割技术的优点是:1.刚性好,可做的很薄,达到0.1mm;2.切片精度高,直径200mm晶片的厚度差仅为0.01mm;3.设备低廉,所用切割机价格仅为其它工具多使用切割机价格的1/3~1/4;4.每片都可以进行径向调整和切片厚度的调整;5.小批量多规格加工时,具有灵活的可调性。缺点是:1.切片表面损伤层较大;2.刀口宽,材料损失大;3.生产率低,每次只切割一片;4.只能切割直线,无法切割曲面;5.只能切割直径小于200mm的晶片。
(二)金刚石带锯
分为钢带据、金刚石带锯、钢片锯三种。金刚石带锯是以电镀金刚石磨料或镶焊金刚石烧结块为主题的环形锯条,带锯出现于20世纪50年代,我国八十年代才开始研制该类设备。优点是:锯切速度快,刀具材料消耗少,噪音小。缺点是:锯口大,切割精度低,对荒料要求规整,不能进行多片切割。
(三)金刚石线锯分为钢丝锯、金刚石串珠锯、金刚石丝锯三种。
1.钢丝锯分为单线式和多线式两种,但常用多线式。多线式钢丝锯是利用一根钢丝缠绕在一组锯丝导轮上,形成一排以一定间隔排列的切割线。切割时钢丝按一定方向运动,同时工件和钢丝相互压紧,当含有游离磨料的切割液浇注到工件和锯丝之间时,锯丝快速运动将切割液带入工件切缝,产生切削作用。常用的游离磨料为碳化硅;切割液通常为磨料和矿物油按一定比例混合而成。钢丝锯的主要特点为:切缝窄,目前最小切缝可达0.2mm,切片量大,切片成本低;但可靠性差,钢丝耐用度低。
2. 金刚石串珠锯是近十几年发展较快的切割工具。它产生于70 年代,最初应用于石材的开采,后来广泛应用于建筑物、桥梁等混凝土结构的拆除和改造,也用于切割玻璃等材料[6、7]。
金刚石串珠锯由钢丝绳芯、金刚石串珠和隔离套组成,串珠以一定间隔穿在绳芯上,并由隔离套分开。串珠锯的性能,如切割效率、使用寿命等主要取决于金刚石串珠的物理和机械特性。传统的串珠有两种制造方法,电镀和热压烧结。最早金刚石串珠是通过电镀的方法制造的,1983年以后开始用烧结法生产[8]。前者只有一层金刚石磨料, 开始时切割速度较快,但磨损速度也较快;而后者的金刚石磨料可以不断的更新,切割速度较慢,但使用寿命长。这两种串珠的共同缺点是金刚石磨粒为随机分布,分布不均。文献[8]介绍了一种焊接式金刚石串珠,金刚石磨粒可按一定方向较均匀地分布,取得了较好的应用效果。金刚石串珠锯不但能切割直面,而且还能切割曲面,切割板料时,还可进行多道串珠锯切割,生产效率非常高。因此,其作用非常广泛,但受到串珠直径的限制,切缝比较宽。因此,目前还不能用于细微结构和贵重材料的切割加工。
3. 金刚石线锯是将高硬度、 高耐磨性的金刚石磨粒牢固地电镀在钢丝基体上面制成的一种切割工具。金刚石线锯亦有单线式和多线式两种。金刚石多线锯的切割运动形式类似于钢丝锯。主要用于切断加工。切割时锯丝从一个绞轮绕到另一个绞轮上,可实现中等速度的切割, 但同钢丝锯一样,锯丝必须有足够的长度,对绞轮的强度要求也较高。锯丝张紧力的调节机构较繁琐[9]。80 年代中期,英国有人做出一种多线式线锯[10], 该锯驱动装置由梭形绞盘组成, 盘槽中紧紧缠着100~200 英尺长的切割线。这种工具可锯割金属陶瓷、玻璃、石英等脆性物质, 且线拉得越直切割效果越好。英国Ahlbury Technical Equipment Corp.公司生产的金刚石线锯也为多线式。该锯可切割任意材料,切口表面光洁,无崩刃现象发生[11]。多线往复式金刚石切割优点是:1.能进行大尺寸工件切片;2.能多件多片同时切割,产量高;3.能切精密窄缝,适合切割贵重材料,切割直径只比锯丝直径大0.01~0.015mm;
4.切割脆软材料,保证边缘不破损;
5.切割时温度低,切片加工变质层浅,可用来切割易炸裂材料;线锯使用寿命长;
6.环境污染小。
单线切割的金刚石线锯分为往复式金刚石线锯和环形回转式金刚石线锯;多线切割的金刚石线锯分为往复式金刚石线锯。
环形回转式线锯是被焊接为环形,可通过导轮实现循环切割。优点:1.整个锯丝长度均可参与切割;2.使用寿命长;3.切割速度高(高达10~20m/s)。缺点:在线锯切割内曲面时必须先切割一条引线槽。
单线往复式金刚石线锯切割机的优点是:结构简单,适应性好,可进行内外表面的切割加工;可以自由改变切割方向及倾斜角度,进行精确的复杂轮廓切割。缺点是锯丝的有效工作强度受限制,锯丝利用率不高,切割速度较低(一般2~3m/s)。
二.多晶硅切割作为金刚石应用新领域
作为新兴能源代表产业之一的太阳能光伏产业是金刚石工具潜在的巨大应用新领域之一。目前各国政府都在积极发展清洁能源,随着技术提升成本下降以及各国积极光伏政策的推出,预计光伏行业将恢复快速发展。根据 EPIA 预测光伏市场将在今后5年里保30%~40%的快速增长,其后10年的增长速度也将达到20%~30%。硅片就是制造光伏电池的基板。硅片切割是太阳能光伏电池制造工艺中的关键部分。该切割工艺用于处理单晶硅或者多晶硅的固体硅锭。光伏产业专用微米钻石线首先把硅锭切成方块,然后切成很薄的硅片。光伏行业发展也将带动光伏产业专用微米钻石线的快速发展。金刚石带锯、磨具已广泛应用在硅锭开方、研磨等制造环节,但总体用量比较有限。而目前已初步产业化的金刚石切割线在多晶硅切片环节的应用,将有望造就一个百亿级容量的新兴市场。
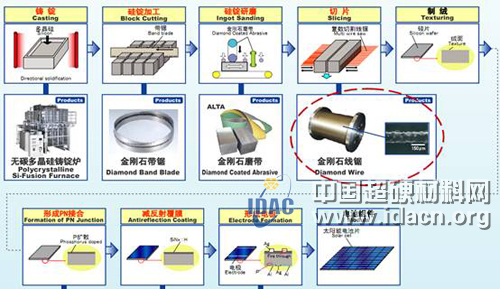
图1 金刚石工具在光伏领域的应用(Noritake 公司图示)
(一)20 世纪 90 年代,为了解决大尺寸硅片的加工问题,采用了线锯加工技术将硅棒切割成片。早期的线锯加工技术是采用金属线和游离的磨料,在加工过程中,将磨料,加入到金属线和加工件之间产生切削作用。为了进一步缩短加工时间,以及对其它坚硬物质和难以加工的陶瓷进行加工,将金刚石磨料以一定的方式固定到金属线上,从而产生了固定金刚石线锯[12] 。金刚石高效耐久的加工特性,显著降低了生产能耗。如在陶瓷研磨抛光领域,与传统工艺碳化硅磨块比较,磨削抛光过程中金刚石磨块平均寿命提高100倍以上,磨削效率提高20%,消耗成本、电力消耗、排放污染物分别是普通磨块的 75%、60%、1%。在光伏产业的多晶硅切割环节中,金刚石切割线工艺相较传统的钢丝线切割,节省了切割液中添加游离刃料的工序,从而使高污染的切割液得以回收循环使用。
(二)在光伏领域,为了满足市场对于更低成本和更高生产力的要求,微米钻石线技术的研究和产业化,将进一步降低了切割过程中的材料损耗,从而减少了太阳能电力的硅材料消耗量[13]。
1. 金刚石线锯与传统钢线切割工艺相比较,金刚石线切割基于切割工艺的改进,可实现:
高效率切割:与历来的游离磨料形式相比,切割效率提升140%;
成品率提高:硅片切割精度保持稳定,减少了加工变质层;
综合成本节余:较传统工艺降低综合成本约26%。
节能环保:大幅度减少废线锯,废砂浆的产生:切割砂浆可以循环利用,切割粉屑便于回收。
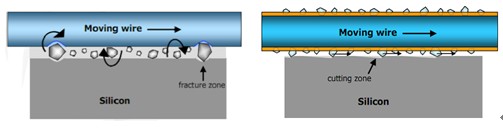
(a)传统钢丝、砂浆切割示意图 (b) 金刚石线切割示意图
图2传统钢丝与金刚石线切割示意图
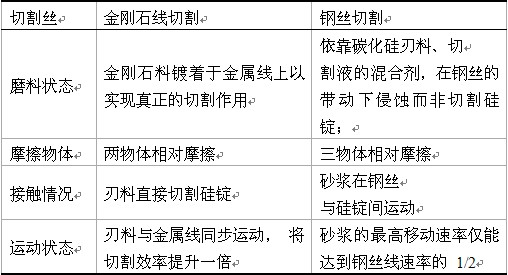
2. 金刚石线锯与传统钢线切割原理差异见表1:
表1 金刚石线与传统钢线切割原理差异
3. 金刚石线锯与其它锯比较独有特点:
可用于对电子放电加工EDM无法加工的非导体进行加工;金刚石线锯缠绕在滚筒周围,可以同时对加工件(如硅棒)进行多次切割,并且可以同时对多个加工件进行加工;由于烧结金刚石线锯串珠之间存在间距,间距部分可能过早地磨损导致钢丝的断裂[14],而电镀金刚石线锯中金刚石的连续分布,可避免线锯的过早断裂;与圆锯和带锯相比,线锯能灵活地改变切割方向,可以用于加工复杂的几何形状;由于线锯直径小,加工时切口损失小,这对于成本昂贵的半导体和宝石的加工具有重要的意义[15]。
(三)国内金刚石线产品处于研发阶段,存在数项技术障碍:
线径较粗,切割耗材损耗较大(金刚石线0.15mm与钢丝线 0.11mm);线痕明显,影响硅片转换效率;金刚石料与切割线基体附着力度不足,易于脱落。考虑到海外成功产品的示范效应,及国内下游光伏企业积极试用以求跟随先进技术的姿态,预计金刚石线在国内市场的成熟产业化应用也即将展开[16]。
三.电子产业—LED是金刚石线锯又一绿地
目前电子业中新生的LED电子产业将成为金刚石工具应用的一片新生绿地。金刚石工具,特别是金刚石切割线在LED蓝宝石基片制造流程的应用与其在光伏领域的应用极其类似。并且依据业内反馈,蓝宝石加工的精度要求尚低于光伏领域,金刚石工具的推广难度低。参考业界预测蓝宝石基片未来将保持60%以上的高速增长,虽缺乏经验数据测算随之产生的金刚石工具具体的市场规模,参考2010 年LED全球预测产值约为100亿美元,随之产生的金刚石工具消费量有望达到亿美元之上。
四.金刚石线锯的制备技术
金刚石线锯中金刚石磨料的固结方式有滚压嵌入式、挤压或冲压方式、金属结合剂固结(钎焊)、金属结合剂固结(电镀)、树脂结合剂固结。
(一)滚压嵌入方法
这种方法是将超硬磨料通过机械作用滚压嵌入到钢丝集体中,美国专利4485757曾提出一种用滚压嵌入方式制备连续金刚石线锯的工艺,此种工艺制备的金刚石线锯的金刚石涂层直径均匀而厚度及线径不均匀,很难生产出大于120米长的金刚石线。并且,通过机械作用将超硬磨料滚压嵌入到钢丝基体中,还大大降低了钢丝的强度。
(二)挤压或冲压方法
这种方法是通过两维以上的冲挤压头模,将金刚石颗粒挤压、冲压进钢丝线的表面以下,然后在冲挤压形成的金刚石线的表面,涂敷一层1~10μm的金属、非金属材料。这种方法的优点是可以形成自动化生产线,可以制备长度60公里以上、直径均匀,抗磨性好的连续金刚石线,生产成本低。
这种方法的缺点给滚压方式一样,由于金刚石颗粒直接冲压进钢丝表面会大大降低钢丝的强度。
(三)树脂结合剂金刚石线锯制造工艺
对于树脂结合剂金刚石线锯的制造工艺—热固性树脂固结方法,日本大阪府的住友电气工业株式会社和大阪金刚石工业株式会社的上岗勇夫等人共同申请的一项专利,该线锯的特征是在高强度芯线上有粘结剂固定磨料磨粒和填料,磨料尺寸不小于树脂粘结层厚的三分之二,填料尺寸小、粘结剂厚度的三分之二。线锯制作中的树脂固化需要加热和烧结工序,因此,线锯制造速度只能提高到每分钟十米左右。
目前,树脂结合剂金刚石线锯的线径已经小于0.2mm,由于制程温度远低于硬焊,线材不会因为高温而产生变形造成抗拉强度的衰减,对于缩小线径有很大帮助。虽然树脂对金刚石磨料的把持力不如硬焊好,但制程成本低、线径小、耗材率低等优势。
(四)电镀金刚石线锯
1.复合电镀技术
复合电镀技术是通过金属电化学方法,将一种或数种不溶性的固体颗粒,均匀地夹杂到金属镀层中所形成的特殊镀层就是复合镀层。这种制备复合镀层的方法称为复合电镀[17]。这种技术在国外也还有一些其他名称。例如弥散电镀、镶嵌电镀、分散电镀和组合电镀等等。
2.超硬材料复合电镀工艺
以超硬材料作为分散微粒,与金属形成的金属镀层,称为超硬材料复合镀层。超硬材料的复合电镀不是一步完成的,对于大多数超硬材料电镀制品来说,一般包括预镀,上砂镀,加厚度和光亮镀等几个步骤。
超硬材料复合镀层结构比一般复合镀层更复杂一些,包括底镀层、上砂镀层、加厚镀层和光亮镀层四个部分
3.电镀金刚石线锯性能评价
对金刚石线锯的性能检查要考虑以下两个方面:一是对电镀金刚石线锯表面镀层的检查,包括镀层外观质量检查、线锯几何尺寸检查、金刚石磨粒的固结强度检查。二是对电镀金刚石线锯的机械力学综合性能的检测,包括抗拉强度特性和延伸率、断裂扭曲特性、弯曲性能等。
4.电镀金刚石线锯技术现状和研究方向
电镀金刚石线锯生产技术在国外已经非常成熟,并且申请了多项生产专利。国内对电镀金刚石线锯生产技术的研究还处于起步阶段,使用的电镀金刚石线锯主要依赖进口。
电镀金刚石线锯受到极大关注,目前研究方向[18]:
1.研究电镀金刚石线锯用的基体,主要是钢丝基体,对其他基体的研究比较少,基体材料比较单一,因此进一步拓展电镀金刚石线锯用的基体成为研究方向之一。
2.由于目前常用的电锯金刚石线锯的使用寿命不尽如人意,进一步增强结合剂对金刚石的把持力,开发更加持久、耐用的金刚石线锯成为研究方向之一。
3.目前常用的制备电镀金刚石线锯的电镀技术需要时间较长,进一步加强电镀技术的研究,缩短制备周期和降低制造成本也成为研究方向之一。
五.结论
“十二五”期间,预计我国将在工业各领域进一步提高节能环保标准,客观推动了金刚石工具的推广。金刚石线锯在国内光伏领域的推广拥有数项天然优势:我国作为全球最主要的光伏生产基地地位;光伏产业整体处于高速发展阶段;市场集中度较高,单位企业采购量大,易于产品推广。国内金刚石工具有望于光伏产业的高速成长期成功推向市场,带动国内潜在进入金刚石线制造领域企业,并间接带动金刚石原料生产企业实现跨越发展。
参考文献
[1] 高伟、刘镇昌.超硬磨料在硬脆材料切割中的应用[J].金刚石与磨料磨具工程,2001,3.
[2] 千葉康雅.电镀金刚石线切工具高速生产[J].超硬材料与宝石,2003,4.
[3] 温诗铸,黎明编.机械学发展战略研究[M].北京:清华大学出版社,2002.
[4] 毕普斌,陈玉权.硬脆材料线切割机床的研究[J].机械设计与制造,1994(4).
[5] A Anker.Diamond Profiling Saw for machining glass and natural stone[J].IDR.1999,(4).
[6] 谈耀麟.石材加工机械发展趋势 [J].石材,2000, (1) .
[7] Pat rick Cunning ham,Granite process ing with diamond[J].IDR,1995(3).
[8] China Grinding Wheel Corporation.Brazed beads with diamond grit for wire sawing[J].IDR, 1998(4).
[9] 唐春华.电镀金刚石工具工艺[J].电镀与涂饰,2004,4(23).
[10] 高伟.环形电镀金剐石线锯的制造及其切割技术与机理的研究[D].山东大学,2002.
[11] 金刚石锯[J].Cut Tool.1995,59( 12).
[12] 向波,贺跃辉,谢志刚,等.电镀金刚石线锯的研究现状[J].材料导报,2007,21(8).
[13] 华泰联合证券金刚石行业研究 /深度研究报告[R].2010.12.
[14] 孙建章,吕玉山,李艳杰.电镀金刚石长丝锯制造的实验研究[J].机械制造,1999 ,6.
[15] 高伟,刘镇昌,王霖.环形电镀金刚石线锯的研制[J].工具技术,2003,37 (3) .
[16] 光伏产业专用微米钻石线项目可行性研究报告[R].2011,2.
[17] 高伟,窦百香,李艳红,等.电镀金刚石线锯的制造工艺研究[J].工具技术2009(7).
[18] 康仁科.金刚石丝锯精密切割及其制备技术[R].超硬材料分会四届三次常务理事(扩大)会议深圳.2011,5
作者简介:张登峰,1981.10,男,汉,内蒙古化德县人,北方材料科学与工程研究院有限公司包头研究所,硕士研究生,主要从事金属材料表面处理技术研究








 豫公网安备41019702003646号
豫公网安备41019702003646号