

 手机资讯
手机资讯 官方微信
官方微信摘要 全贻智全国量具仪标准化委员会委员王晓飞江苏省计量测试研究院科技处长目前检验数控机床的定位精度,有些单位采用激光干涉仪。然而,在大多
全贻智 全国量具仪标准化委员会委员 王晓飞 江苏省计量测试研究院科技处长目前检验数控机床的定位精度,有些单位采用激光干涉仪。然而,在大多数生产现场环境条件下,单独使用激光干涉仪检验数控机床精度,往往不够准确,例如,在生产现场或用户现场同一天检验同一台机床,上午9时和下午3时的检测结果会相差很大。为避免此现象,也有单位采用步距规,特别是高精度步距规越来越多地被人们所采用。然而,有些用户认为步距规太“老旧”了,不如激光干涉仪现代而先进,其实这是很大的误解。举例来说,直到今天,世界最高档的数控装备当属高档三坐标测量机,如南京齿轮厂在2011年购买的一台德国莱兹公司生产的规格为3米的三坐标测量机,德国人就是用规格1米的步距规分段进行现场检验和校准的。
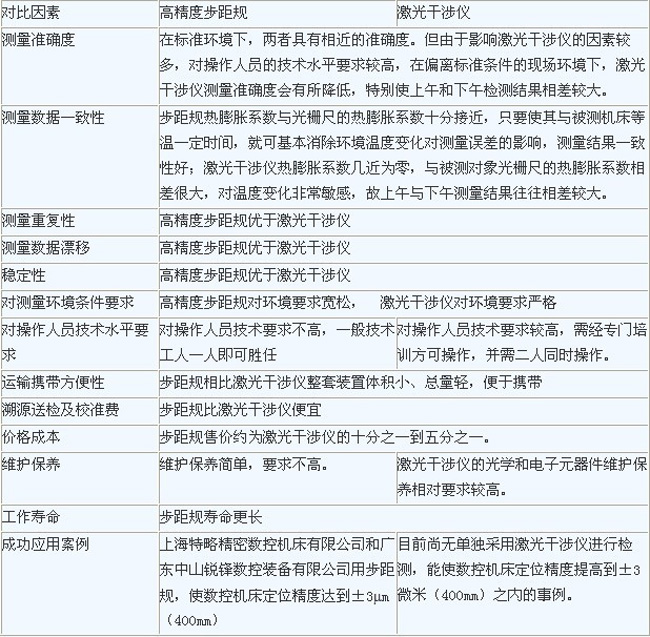
1、高精度步距规与激光干涉仪的比较
2 、影响激光干涉仪测量准确性的一些因素
(1)当现场的环境条件偏离标准环境条件,如气流扰动、气温波动偏离标准要求,或是上午和下午气温变化较大,会使前后两次检测结果明显不一致;(2)激光干涉仪检定周期两年可能偏长,这期间温度、湿度等传感器很可能与上次校准结果出现明显偏差;(3)有的激光干涉仪用户,在送检时只送检了激光器,而没有送检温度传感器。或校准激光器时,没有同时校准温度传感器;(4)理论上讲,激光干涉仪的帖附式温度传感器应贴在机床光栅尺上,但由于光栅尺密封装在铝罩壳内,光栅尺的温度变化总是滞后于实际帖附点(在光栅尺附近的床体上)处的温度变化。两处实际温度之差,将引起测量误差;(5)现场使用,激光干涉仪一般安装在三角架上,反射镜安装在机床工作台上。由于工作台较重,移动中会引起地脚支撑点的微小弹性变形,从而引起床身连同工作台一起相对于三脚架产生倾斜量变化,此变化量将引起测量误差,而使用步距规测量,床身连同工作台及步距规一起倾斜,不会引起额外测量误差。
3、国家标准
《坐标测量机的验收检验和复检检验》国家标准(GB/T 16857.2-2006)和最新国际标准(ISO 10360-2:2009)都强烈推荐用步距规作为实物长度标准器,用于检测坐标测量机的几何精度。当然,步距规也可以单独用于现场测量数控机床定位精度,或先与激光干涉仪进行比对,然后再用经校对过的激光干涉仪测量数控机床定位精度,其测量结果准确度会明显提高。
4、专家建议
(1)在测量机床的定位精度时,应先用实物长度标准器步距规对激光干涉仪进行校对,然后再用校对过的激光干涉仪进行检验,检验的准确度会得到显著提高。对于在用户现场调试数控机床,最好直接使用步距规,配合杠杆千分表和磁力表座逐段进行检测,然后对机床的定位误差进行修正,如此,在多数情况下会高于出厂前的检测精度,原因是用步距规的热膨胀系数与被测对象十分接近,因温度变动而引起的测量误差很小,故检测准确度更高;
(2)建议用步距规校对激光干涉仪以提高数控机床精度(详见中国工业报2012年1月9日B1版头条);
(3)中国计量测试技术研究院专业从事步距规和量块校准的专家黄晓蓉说过:激光干涉仪不宜单独使用,应与步距规配合校对后使用;
(4)华东国家测试中心、上海计量测试研究院备有世界最高档次的激光干涉仪和三坐标测量机,计量专家姜志华总工在进行长度精测时还用步距规进行校对,每年为许多外资企业做精测服务,无一例争议事件发生。
5、 现场用步距规校对激光干涉仪的主要步骤
(1)将步距规提前(至少4小时以上)置于机床工作台上,使与选定导轨平行(平行度300:0.03即可);(2)将装有杠杠千分表(分辨力1μm,重复性0.2μm,以下简称“表”)的磁力表座吸附在主轴头架上;(3)调整好激光干涉仪;(4)使表测头与步距规零位测量面中心接触并压缩约15μm,转动表盘使指针与表零位线重合,同时使激光干涉仪显示值清零;(5)从步距规零位测量面开始检测:移出表测头,按选定的长度值(为步距的整数倍)移动工作台。移进表测头回到初始位置,微调工作台使表针再次与表零位线重合。记录激光干涉仪的显示值。反复操作,直至校对完毕;(6)激光干涉仪的显示值与步距规实际工作尺寸(经法定计量部门校准的长度值)之差,是激光干涉仪的应予修正的误差。调整激光干涉仪的有关参数值(如温度)以修正该误差;修正时应考虑步距规的热膨胀系数,全钢质量块的步距规热膨胀系数为11.5*10-6K-1,陶瓷工作量块和钢质垫块且节距为20mm的步距规热膨胀系数为10.5*10-6K-1。(7)用修正后的激光干涉仪再次进行检测,以验证误差修正效果。激光干涉仪的显示值与步距规的工作尺寸,均为还原至标准温度20℃时应有的数值。
6、结语
我国高精度步距规已达世界级水平,桂林安一量具有限公司已能生产具有世界级水平的高精度步距规。先后有4台规格1000mm的高精度步距规,经中国计量科学研究院校准,3台步距规全程最大误差分别为0.8μm 、0.6μm和0.8μm;2011年报11月,经德国检测中心DKD-K-44301校准, 全程最大误差仅为0.46μm。著名的量具量仪供应商日本三丰公司的2010年产品样本中,规格1000mm的高精度步距规,允许的极限偏差为±2.5μm。安一公司高精度步距规优于上述指标。
————————————
作者简介:全贻智,男,全国量具仪标准化委员会委员,前广西计量测试研究院总工程师
王晓飞,女,全国量具量仪标委会委员,江苏省计量测试研究院科技处长








 豫公网安备41019702003646号
豫公网安备41019702003646号