

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611083315.2申请人:黄河科技学院发明人:张发厅王瑞利王增胜高德峰陈永方杨建波马志国孙晨磊摘要:一种电镀金刚石滚刀刀圈,包括刀圈基体和电镀到刀圈基体圆周外表面...
申请号: 201611083315.2申请人:黄河科技学院
发明人:张发厅 王瑞利 王增胜 高德峰 陈永方 杨建波 马志国 孙晨磊
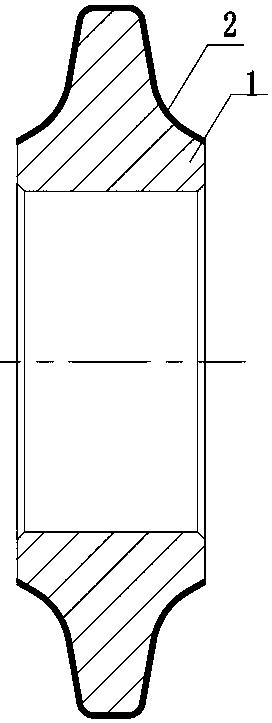
摘要: 一种电镀金刚石滚刀刀圈,包括刀圈基体和电镀到刀圈基体圆周外表面的金刚石耐磨层;其中刀圈基体的各原料所占的质量百分比分别为:C为0.38~0.48%、Si为0.6~0.8%、Mn为1.20~1.55%、Cr为2.7~3.5%、Mo为2.6~3.4%、V为1.05~1.40%、杂质P≤0.02%、杂质S≤0.02%、Fe余量。本发明还公开了一种电镀金刚石滚刀刀圈的加工工艺。本发明的加工工艺方法简单,可操作性强,效率高,本发明加工成的电镀金刚石滚刀刀圈不仅表面细致、含有的杂质少,且其具有高耐磨性及高工作寿命。
2.根据权利要求1所述的一种电镀金刚石滚刀刀圈,其特征在于:刀圈基体的整体硬度为刀圈基体硬度HRC为53~57,冲击韧性25~32J/cm2。
3.根据权利要求2所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:包括以下步骤:a、所述的刀圈基体的各原料依次经过电炉冶炼、精炼、预锻、模锻、缓冷、退火、粗加工获得盘形刀圈基体粗坯;b、刀圈基体粗坯再依次经高温真空淬火加二次高温回火、低温去应力处理、精加工、获得整体硬度HRC53~57的刀圈基体;c、将刀圈基体放置到电镀液中进行电镀作业,电镀的金刚石粒度为10/20~30/40目,在刀圈基体表面电镀上金刚石耐磨层的厚度为1 .0~1.6mm。
4.根据权利要求3所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:步骤b中刀圈基体粗坯经高温真空淬火加二次高温回火的规范为:淬火温度1040℃-1070℃,淬火油温度30℃-50℃,回火温度580℃-600℃、540℃-560℃各一次。
5.根据权利要求3所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:步骤c具体包括以下步骤:(1)电镀液配制:调整电镀液的 pH 值为 3.8~4.2,控制电镀液温度为 40~50℃ ;(2)金刚石清洗:金刚石粉末为镀镍金刚石块研磨而成,将金刚石粉末依次用丙酮、盐酸和NaOH溶液浸泡后过滤;然后用碱性清洗液对待镀的刀圈基体表面的油污和氧化层进行清洗处理;(3)预镀 :将刀圈基体放入电镀液中,在刀圈基体适镀面部分先电镀一层预镀层,预镀电流密度为1.2~1.8A/dm2,预镀层厚度为 15~20μm ;(4)上砂:将金刚石粉末加入电镀液中,将待镀的刀圈基体的预镀层埋入电镀液中,不断搅拌电镀混合液,对刀圈基体镀面部分施加400~1000mT 的磁感应强度,使金刚石粉末吸附到刀圈基体镀面部分,使金刚石粉末全面覆盖到刀圈基体的预镀层表面并与刀圈基体紧密结合;(5)加厚:上砂后用电镀液冲洗除去镀面部分外围的浮砂,再放入金刚石粉末,不断搅拌的电镀液,在电镀层外进一步加厚镀层,电镀的电流密度为1.6~2.0A/dm2,加厚镀层厚度为金刚石磨料平均粒度的65%;(6)去应力处理 :对加厚电镀后的刀圈基体和电镀层进行150~250℃低温处理 1 ~ 2h即可去除应力。
6.根据权利要求5所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:所述电镀液中硫酸钴的质量浓度为22~25g/L、硫酸镍的质量浓度为180~198g/L、氯化钠的质量浓度为16~20g/L。
7.根据权利要求6所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:采用刀圈基体作为电镀阴极,金属板作为电镀阳极,所述金属板为金属镍板。
8.根据权利要求7所述的一种电镀金刚石滚刀刀圈的加工工艺,其特征在于:电镀阳极材料镀前处理 :用质量分数为20%的硫酸溶液浸泡金属镍板以除去表面氧化组织。








 豫公网安备41019702003646号
豫公网安备41019702003646号