

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610755335.3申请人:华侨大学发明人:黄国钦郭佳杰王颖达黄辉郭桦徐西鹏摘要:本发明公开了一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,包括:步骤一、将结合...
申请号:201610755335.3申请人:华侨大学
发明人:黄国钦 郭佳杰 王颖达 黄辉 郭桦 徐西鹏
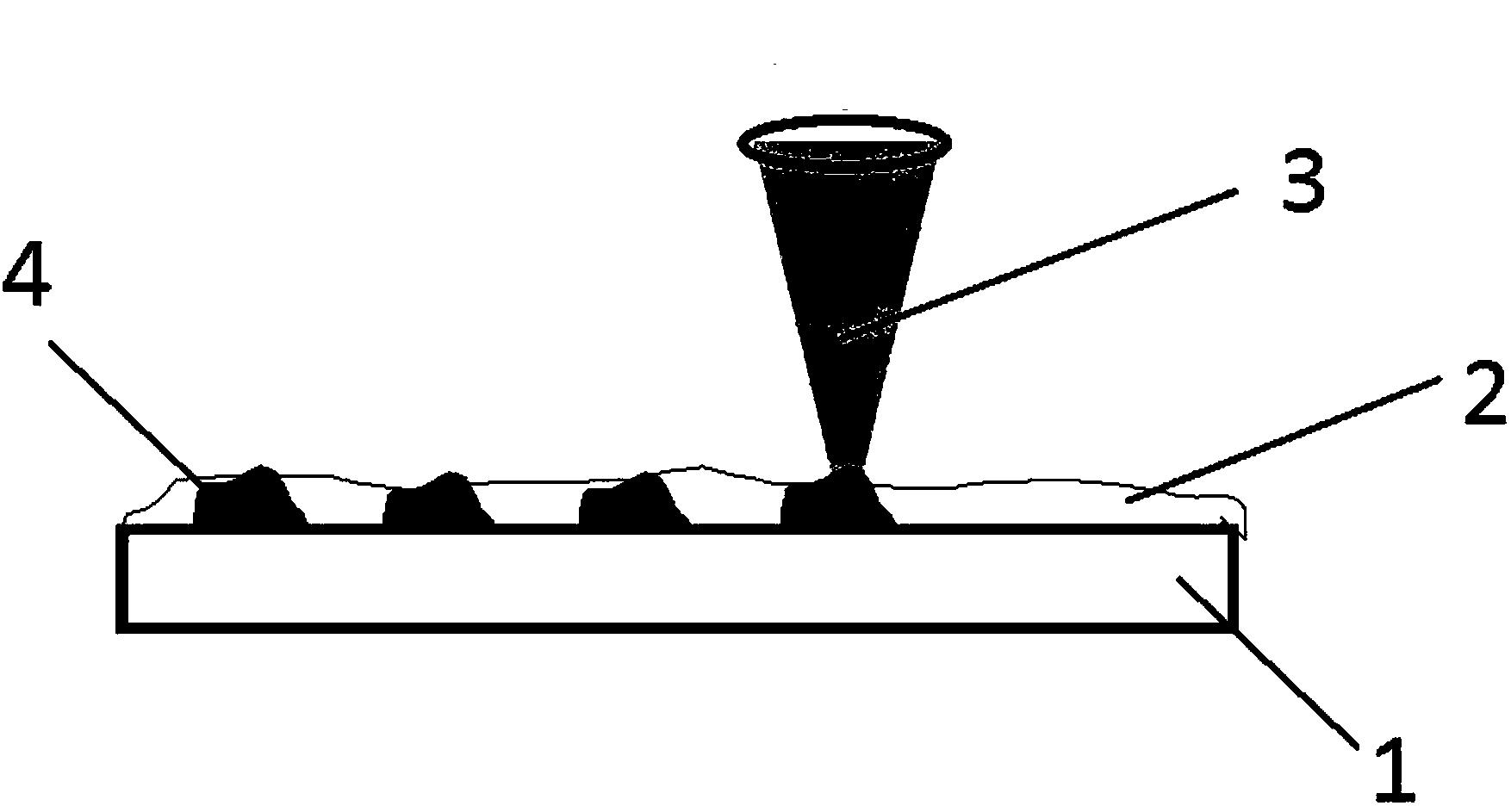
摘要:本发明公开了一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,包括:步骤一、将结合剂涂覆在磨轮基体工作面上;步骤二、依据磨料排布图案驱动激光聚焦光斑对结合剂进行扫描熔覆加热,使得被激光加热到的结合剂熔化并与磨轮基体形成牢固连接的熔覆层;步骤三、清除没有被激光熔覆加热的结合剂,并削平熔覆层的上表面从而使得熔覆层的厚度一致;步骤四、将磨料撒植在磨轮基体工作面上,依次对磨轮基体进行加热、保温、冷却,使位于熔覆层的磨料与熔覆层粘结在一起,最后,去除没有粘结在熔覆层上的磨料。充分利用数控驱动激光局部选择性熔覆优势,可实现复杂磨料图案排布磨盘制作;通过定厚的结合剂熔覆层在熔化连接金刚石,有效提高磨轮的磨削特性;避免了模板、筛网法实施时定位、网孔堵塞等问题,极大提高了制作效率。
2.根据权利要求1所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:将磨料撒植在磨轮基体工作表面之前,先在磨轮基体表面上喷洒或涂抹上一层粘结剂。
3.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:步骤二是在真空或惰性气体保护环境下进行。
4.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:所述磨料是金刚石、或立方氮化硼、或氧化锆、或氧化铝、或硬质合金、或氮化硅、或碳化硅;所述磨料的直径是10-2000μm。
5.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:所述结合剂是加热可熔化的金属合金焊料,其组分至少包括铬、钴、钛、铁、钨、铝金属合金当中的一种。
6.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:所述激光聚焦光斑的加热光斑直径为0.01-20mm。
7.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:所述激光是脉冲激光,峰值功率200w,脉宽5ms,脉冲频率30Hz,扫描速度20mm/min。
8.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:所述激光是连续激光,功率120w,光斑直径1.5mm,扫描速度20mm/min。
9.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:步骤四当中的加热是在加热炉进行的钎焊加热,加热炉内保持真空或者是惰性气体氩气保护,加热温度900-1100摄氏度,保温时间3-8分钟。
10.根据权利要求1或2所述的基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,其特征在于:步骤四当中的加热是高频感应加热,并伴有惰性气体氩气保护,高频感应功率9.5Kw,加热到800-900摄氏度并保温2-5分钟后冷却。








 豫公网安备41019702003646号
豫公网安备41019702003646号