

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610581493.1申请人:中国有色桂林矿产地质研究院有限公司发明人:陈家荣林峰陈超摘要:本发明公开了一种金刚石内圆切割刀片及其制备方法。所述的金刚石内圆切割刀片,...
申请号:201610581493.1申请人:中国有色桂林矿产地质研究院有限公司
发明人:陈家荣 林峰 陈超
摘要:本发明公开了一种金刚石内圆切割刀片及其制备方法。所述的金刚石内圆切割刀片,包括圆形基体,该圆形基体包括第一主表面、第二主表面、第三主表面、第四主表面,以及位于外圆周边缘的第一侧表面和位于内圆周边缘的第二侧表面;所述第三主表面和第四主表面分别为从所述第二侧表面的上、下两端分别向外朝第一侧表面方向延伸相等距离形成;所述第三主表面与第一主表面通过第一环形侧面连接,所述第四主表面与第二主表面通过第二环形侧面连接,所述第一环形侧面在圆形基体轴向上的高度与第二环形侧面在圆形基体轴向上的高度相等;在第三主表面、第四主表面以及第二侧表面上均设置有含有金刚石颗粒的金刚石镀层。
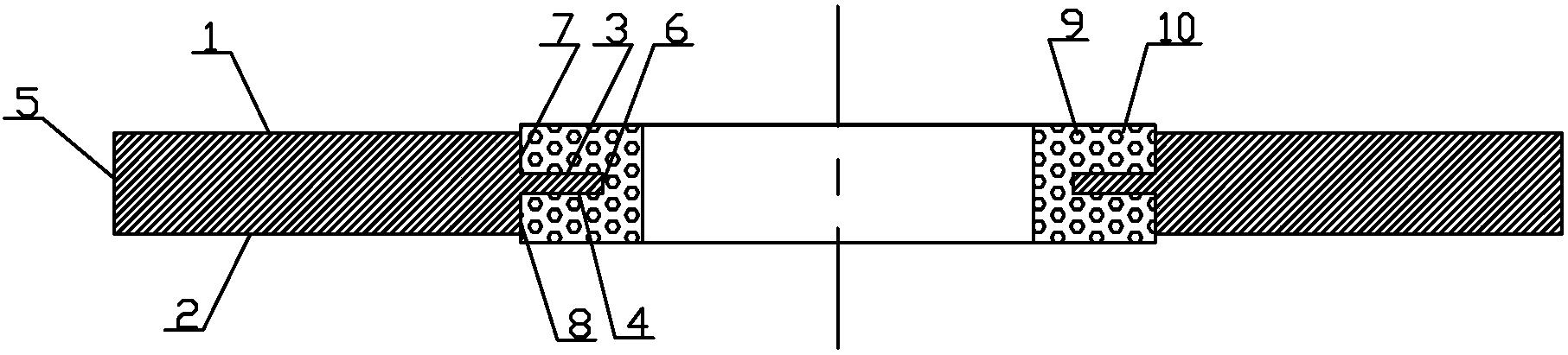
2.根据权利要求1所述的金刚石内圆切割刀片,其特征在于:所述第三主表面(3)上的金刚石镀层(10)的顶端面高于第一主表面(1),第四主表面(4)上的金刚石镀层(10)的底端面超出第二主表面(2)。
3.根据权利要求1所述的金刚石内圆切割刀片,其特征在于:所述第三主表面(3)上的金刚石镀层(10)的顶端面高出第一主表面(1)0.02-0.05mm,第四主表面(4)上的金刚石镀层(10)的底端面超出第二主表面(2)0.02-0.03mm。
4.根据权利要求1-3中任一项所述的金刚石内圆切割刀片,其特征在于:当圆形基体的厚度为0.10-0.15mm时,第三主表面(3)与第四主表面(4)的间距为0.03-0.06mm。
5.权利要求1所述金刚石内圆切割刀片的制备方法,其特征在于:包括以下步骤:1)选定圆形基体,该圆形基体具有第一主表面(1)、与第一主表面(1)相对的第二主表面(2),以及位于外圆周边缘的第一侧表面(5)和位于内圆周边缘的第二侧表面(6);2)从所述第二侧表面(6)上、下两端分别向外朝第一侧表面(5)方向延伸一定距离分别形成第三主表面(3)以及与第三主表面(3)相对的第四主表面(4),其中,第三主表面(3)与第一主表面(1)通过第一环形侧面(7)连接,所述第四主表面(4)与第二主表面(2)通过第二环形侧面(8)连接,同时控制第一环形侧面(7)在圆形基体轴向上的高度与第二环形侧面(8)在圆形基体轴向上的高度相等;3)将上述步骤2)所得基体以电化学涂覆方式将金刚石颗粒(9)固结于第三主表面(3)、第四主表面(4)以及第二侧表面(6)上以形成金刚石镀层(10)。
6.根据权利要求5所述的制备方法,其特征在于:步骤3)进一步包括:3.1)将步骤2)所得基体进行封装,然后进行清洗处理,之后再置于第一电化学涂覆剂中进行第一次涂覆,得到第一次涂覆处理后的基体;其中,第一电化学涂覆剂的配方如下:六水氯化镍250-280g/L、七水硫酸镍230-260g/L、浓盐酸150-175g/L;3.2)将第一次涂覆处理后的基体置于第二电化学涂覆剂中,向其中加入金刚石颗粒(9)使金刚石颗粒(9)掩埋刀口,然后进行第二次涂覆,得到第二次涂覆处理后的基体;其中,第二电化学涂覆剂的配方如下:氨基磺酸镍320-390g/L、六水氯化镍20-30g/L、硼酸25-30g/L、十二烷基硫酸钠0.02-0.04g/L;3.3)去除所得第二次涂覆处理后的基体的第一主表面(1)和第二主表面(2)上的金刚石颗粒(9),之后再置于第二电化学涂覆剂中进行第三次涂覆,得到在第三主表面(3)、第四主表面(4)以及第二侧表面(6)上均固结有含有金刚石颗粒(9)的金刚石镀层(10)的金刚石内圆切割刀片。
7.根据权利要求6所述的制备方法,其特征在于:步骤3.1)中,第一次涂覆时的工艺为:电流密度为8-12A/dm2,温度为20-35℃,时间为2-5min。
8.根据权利要求6所述的制备方法,其特征在于:步骤3.2)中,第二次涂覆时的工艺为:电流密度为0.1-0.5A/dm2,温度为35-50℃,时间为2-5min。
9.根据权利要求6所述的制备方法,其特征在于:步骤3.3)中,第三次涂覆时的工艺为:电流密度为0.5-1.0A/dm2,温度为35-50℃,时间为10-20min。








 豫公网安备41019702003646号
豫公网安备41019702003646号