

 手机资讯
手机资讯 官方微信
官方微信摘要 申请人:湖南大学发明人:陈根余;殷赳;周聪;戴厚富;王彦懿;熊彪申请人地址:湖南省长沙市岳麓区麓山南路麓山门
申请人: 湖南大学
发明人: 陈根余; 殷赳; 周聪; 戴厚富; 王彦懿; 熊彪
申请人地址: 湖南省长沙市岳麓区麓山南路麓山门
摘要: 本发明通过脉冲激光烧蚀磨粒有序排列的金刚石砂轮,使金刚石磨粒顶角由原来的大于90°变为小于90°,从而改变传统的金刚石磨具负前角磨削方式,使磨削过程中参与磨削的磨粒变为正前角加工。与传统磨削(即负前角磨削)相比,本专利发明的正前角金刚石砂轮在磨削时不需要经过划擦、耕犁、切削三个过程,而是直接进入切削过程,改变了传统的磨削加工模式。金刚石砂轮正前角磨削硬脆材料时,法向磨削力小于切向磨削力,且正前角磨削时的法向和切向磨削力都比负前角磨削时小,从而有效降低硬脆材料磨削后的微裂纹、残余应力、相变、位错、波纹等表面/亚表面损伤,可以大大提高材料表面完整性。
发明人: 陈根余; 殷赳; 周聪; 戴厚富; 王彦懿; 熊彪
申请人地址: 湖南省长沙市岳麓区麓山南路麓山门
摘要: 本发明通过脉冲激光烧蚀磨粒有序排列的金刚石砂轮,使金刚石磨粒顶角由原来的大于90°变为小于90°,从而改变传统的金刚石磨具负前角磨削方式,使磨削过程中参与磨削的磨粒变为正前角加工。与传统磨削(即负前角磨削)相比,本专利发明的正前角金刚石砂轮在磨削时不需要经过划擦、耕犁、切削三个过程,而是直接进入切削过程,改变了传统的磨削加工模式。金刚石砂轮正前角磨削硬脆材料时,法向磨削力小于切向磨削力,且正前角磨削时的法向和切向磨削力都比负前角磨削时小,从而有效降低硬脆材料磨削后的微裂纹、残余应力、相变、位错、波纹等表面/亚表面损伤,可以大大提高材料表面完整性。
主权利要求:
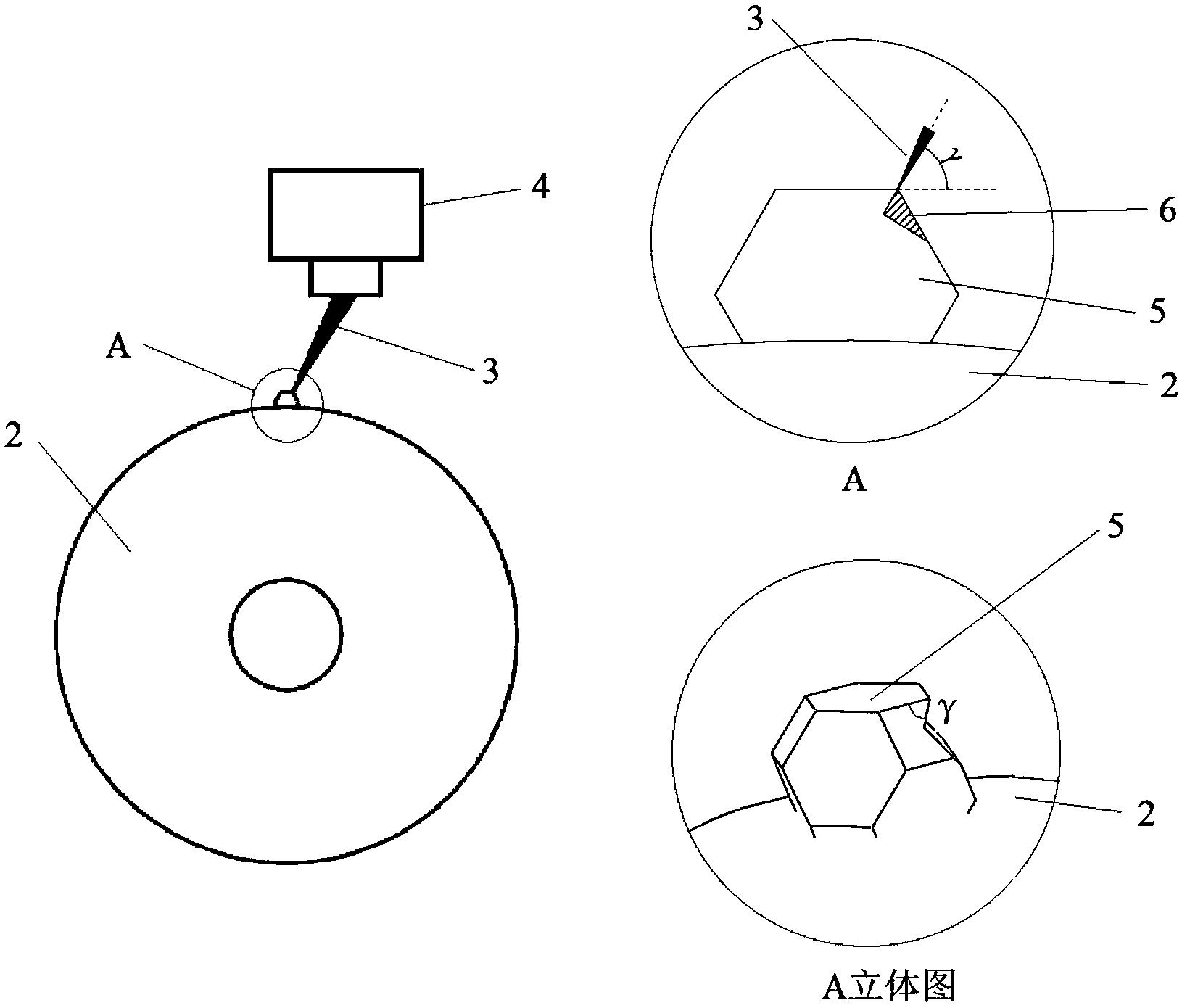
1.一种基于脉冲激光加工的新型正前角金刚石磨具制造方法,其特征在于:步骤1:采用钎焊的方式制作磨粒有序排列的金刚石砂轮,其中,砂轮目数为25#,磨粒选择截角八面体的金刚石磨粒,砂轮制造过程中确保金刚石磨粒顶面A平行于金刚石磨粒所在位置的砂轮切面,且金刚石磨粒顶面A金刚石磨粒顶面A与金刚石磨粒右侧面B的交线c和金刚石磨粒顶面A与金刚石磨粒左侧面B的交线d与砂轮轴线L平行;
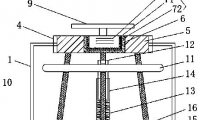
2:将步骤1制备的金刚石磨粒有序排列的金刚石砂轮安装在精密平面磨床主轴上,通过激光聚焦系统(4)调整皮秒激光束(3)的入射方向,使激光束垂直于砂轮轴线L与金刚石砂轮相切,磨床主轴以一恒定速度旋转,同时将激光焦点下移至能保证给定金刚石磨粒出刃高度的位置,通过皮秒激光器的烧蚀作用将与激光束发生干涉的金刚石磨粒直接截断去除,确保磨粒出刃高度达到规定值;
3:将经步骤2加工后的金刚石砂轮上第一排金刚石磨粒转动至正上方,通过激光聚焦系统调整皮秒激光束的聚焦位置和入射方向,使激光束聚焦于第一排最外侧的金刚石磨粒,确保激光焦点位于金刚石磨粒顶面A与金刚石磨粒右侧面B的交线c上,入射脉冲激光平行于砂轮端面,并与金刚石磨粒顶面A成夹角γ;通过聚焦系统中3D振镜控制烧蚀深度,使金刚石磨粒(1)沿砂轮轴向被烧蚀加工出宽度约20μm的窄缝;完成上述加工后,使入射激光束向金刚石磨粒右下方平行移动20μm,继续沿砂轮轴向进行第二道加工,对金刚石磨粒(1)进行一定深度的烧蚀去除,烧蚀深度依次递减,进而并以此类推,直至最终使金刚石磨粒右侧的材料被烧蚀去除并形成一锐角γ;
4:完成步骤3后,通过3D振镜和光学检测系统的反馈调节控制皮秒激光焦点位置的移动,保持激光入射方向不变,将激光焦点移动到第一排下一颗磨粒上,重复步骤3的加工操作,以此类推,直至砂轮上一整排磨粒在同一侧全部被加工至指定的锐角γ;
5:将经步骤4加工的砂轮转动一个角度,使下一排磨粒转动至正上方,通过3D振镜和光学检测系统的反馈调节,使激光束聚焦于下一排金刚石磨粒上,续重复步骤3和步骤4,从而使得整个钎焊金刚石磨粒在同一侧都被加工形成锐角γ。
1.一种基于脉冲激光加工的新型正前角金刚石磨具制造方法,其特征在于:步骤1:采用钎焊的方式制作磨粒有序排列的金刚石砂轮,其中,砂轮目数为25#,磨粒选择截角八面体的金刚石磨粒,砂轮制造过程中确保金刚石磨粒顶面A平行于金刚石磨粒所在位置的砂轮切面,且金刚石磨粒顶面A金刚石磨粒顶面A与金刚石磨粒右侧面B的交线c和金刚石磨粒顶面A与金刚石磨粒左侧面B的交线d与砂轮轴线L平行;
2:将步骤1制备的金刚石磨粒有序排列的金刚石砂轮安装在精密平面磨床主轴上,通过激光聚焦系统(4)调整皮秒激光束(3)的入射方向,使激光束垂直于砂轮轴线L与金刚石砂轮相切,磨床主轴以一恒定速度旋转,同时将激光焦点下移至能保证给定金刚石磨粒出刃高度的位置,通过皮秒激光器的烧蚀作用将与激光束发生干涉的金刚石磨粒直接截断去除,确保磨粒出刃高度达到规定值;
3:将经步骤2加工后的金刚石砂轮上第一排金刚石磨粒转动至正上方,通过激光聚焦系统调整皮秒激光束的聚焦位置和入射方向,使激光束聚焦于第一排最外侧的金刚石磨粒,确保激光焦点位于金刚石磨粒顶面A与金刚石磨粒右侧面B的交线c上,入射脉冲激光平行于砂轮端面,并与金刚石磨粒顶面A成夹角γ;通过聚焦系统中3D振镜控制烧蚀深度,使金刚石磨粒(1)沿砂轮轴向被烧蚀加工出宽度约20μm的窄缝;完成上述加工后,使入射激光束向金刚石磨粒右下方平行移动20μm,继续沿砂轮轴向进行第二道加工,对金刚石磨粒(1)进行一定深度的烧蚀去除,烧蚀深度依次递减,进而并以此类推,直至最终使金刚石磨粒右侧的材料被烧蚀去除并形成一锐角γ;
4:完成步骤3后,通过3D振镜和光学检测系统的反馈调节控制皮秒激光焦点位置的移动,保持激光入射方向不变,将激光焦点移动到第一排下一颗磨粒上,重复步骤3的加工操作,以此类推,直至砂轮上一整排磨粒在同一侧全部被加工至指定的锐角γ;
5:将经步骤4加工的砂轮转动一个角度,使下一排磨粒转动至正上方,通过3D振镜和光学检测系统的反馈调节,使激光束聚焦于下一排金刚石磨粒上,续重复步骤3和步骤4,从而使得整个钎焊金刚石磨粒在同一侧都被加工形成锐角γ。









 豫公网安备41019702003646号
豫公网安备41019702003646号