

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610064893.5申请人:长沙百川超硬材料工具有限公司发明人:唐汇德周斌李坊明杨跃飞覃光明甄春刚摘要:本发明公开了一种金刚石串珠的无压烧结制备方法,包括以下步骤:...
申请号:201610064893.5申请人:长沙百川超硬材料工具有限公司
发明人:唐汇德 周斌 李坊明 杨跃飞 覃光明 甄春刚
摘要:本发明公开了一种金刚石串珠的无压烧结制备方法,包括以下步骤:a、在金刚石串珠配方中加入熔化温度与金刚石串珠胎体烧结温度相近的焊粉,形成带焊粉的混料;b、将混料进行制粒,得到制粒粉末;c、将制粒粉末进行压环,得到压坯;d、将压坯进行无压烧结,烧结的同时焊粉熔化形成自焊一体化的金刚石串珠;e、对金刚石串珠进行表面处理,得到成型的金刚石串珠。实现了烧结与自焊一体化,免去了常规无压烧结串珠制备工艺中的焊接工序,既保证了串珠胎体与基体间的粘接效果,又大大提高了该工艺的生产效率,降低了生产成本,为无压烧结串珠制备工艺的进一步推广创造了条件。
2.根据权利要求1所述的金刚石串珠的无压烧结制备方法,其特征在于, 所述步骤a中的焊粉采用CuSnP合金粉料。
3.根据权利要求2所述的金刚石串珠的无压烧结制备方法,其特征在于, 所述CuSnP合金粉料的添加重量为混料重量的3%-8%。
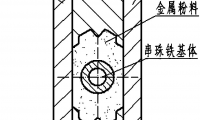
4.根据权利要求1至3中任一项所述的金刚石串珠的无压烧结制备方法,其特征在于, 所述步骤c压环时, 控制压坯的环内径与待放入压坯环内的基体外径之间的尺寸配合关系, 压坯与基体之间留用于容纳焊粉熔化状态的焊液的间隙, 间隙大小满足设计要求。
5.根据权利要求4所述的金刚石串珠的无压烧结制备方法,其特征在于, 将压坯置于石墨垫板上,并在环内放入基体,并保持压坯、基体、石墨垫板三者的一 致性,以避免出现用错基体、石墨垫板的异常。
6.根据权利要求5所述的金刚石串珠的无压烧结制备方法,其特征在于, 压坯和基体均垂直竖立,以避免出现烧结后的串珠胎体倾斜的异常。
7.根据权利要求6所述的金刚石串珠的无压烧结制备方法,其特征在于, 步骤d的具体实施步骤为: 首先,将无压烧结网带炉打开,对无压烧结网带炉中的各个温区分别设定指定温度; 然后,对各个温区开始升温并调整无压烧结网带炉的网带网速至设定值,同时向无压 烧结网带炉内通入H2+N2的混合气体,并点火; 最后,当无压烧结网带炉内的各个温区的温度达到指定温度,无压烧结网带炉的网带 网速达到设定值后对压坯进行无压烧结,同时焊粉随着烧结熔化形成自焊。
8.根据权利要求7所述的金刚石串珠的无压烧结制备方法,其特征在于, 烧结时,随着压坯温度达到烧结温度,压坯在烧结收缩的同时,焊粉由固相转化为液 相,并逐渐在坯体与基体间汇聚并填满坯体与基体间的间隙。
9.根据权利要求8所述的金刚石串珠的无压烧结制备方法,其特征在于, 烧结完毕后,随着温度的降低,焊液逐渐凝固形成焊接层,以实现金刚石串珠发生无 压烧结的同时完成金刚石串珠的自焊处理,从而完成金刚石串珠的无压烧结制备。
10.根据权利要求1至3中任一项所述的金刚石串珠的无压烧结制备方法,其特征在于, 所述步骤e中的表面处理包括:对金刚石串珠进行扩孔、攻丝、去油和喷砂。










 豫公网安备41019702003646号
豫公网安备41019702003646号