

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510912004.1申请人:泰安启程车轮制造有限公司发明人:孙波聂兆军秦法柱王岱亮王波摘要:一种用于轮毂表面加工的精铣刀具和方法,包含有具有刀体(1)的精铣刀具本体...
申请号:201510912004.1申请人:泰安启程车轮制造有限公司
发明人:孙波 聂兆军 秦法柱 王岱亮 王波
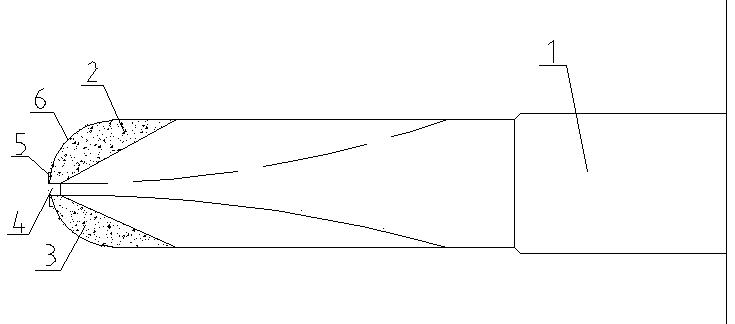
摘要:一种用于轮毂表面加工的精铣刀具和方法,包含有具有刀体(1)的精铣刀具本体、设置在刀体(1)的切削端面部上并且具有排削通道的金刚石刀刃本体,通过金刚石刀刃本体对轮毂表面进行的挤压加工,在轮毂表面形成光亮面,通过金刚石刀刃本体的排削通道散热作用,防止切削屑因高温与金刚石刀刃本体粘接,不再使用切削液,因此降低了加工成本和安全性能。
2.根据权利要求1所述的用于轮毂表面加工的精铣刀具和方法,其特征是:按照对轮毂表面进行球头刀刃挤压加工的方式设置金刚石刀刃本体的形状。
3.根据权利要求1所述的用于轮毂表面加工的精铣刀具和方法,其特征是:金刚石刀刃本体设置为包含有金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3),在刀体(1)的切削端面部设置有金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3)并且金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3)设置为间隙式分布,金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3)的组合体设置为圆球体的一部分。
4.根据权利要求3所述的用于轮毂表面加工的精铣刀具和方法,其特征是:刀体(1)设置为条状体。
5.根据权利要求3所述的用于轮毂表面加工的精铣刀具和方法,其特征是:金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3)分别设置为包含有刃口部(5)和排削部(6)并且排削部(6)设置为与刃口部(5)相互联接,刃口部(5)的横向轮廓线设置为倒L字形并且排削部(6)的横向轮廓线设置为弧线,排削部(6)的弧线设置为与刃口部(5)的倒L字形的一端端线连接延伸分布。
6.根据权利要求3所述的用于轮毂表面加工的精铣刀具和方法,其特征是:金刚石刀刃Ⅰ(2)的刃口部(5)与金刚石刀刃Ⅱ(3)的刃口部(5)设置为相对应分布并且在金刚石刀刃Ⅰ(2)的刃口部(5)与金刚石刀刃Ⅱ(3)的刃口部(5)之间设置为分布有敞口式凹槽(4),敞口式凹槽(4)的一个侧壁设置为与刀体(1)的中心线重合分布并且敞口式凹槽(4)设置为沿刀体(1)的切削端面部贯通延伸分布。
7.根据权利要求6所述的用于轮毂表面加工的精铣刀具和方法,其特征是:敞口式凹槽(4)的轮廓线设置为矩形并且敞口式凹槽(4)的宽度设置为0.8-1mm、深度设置为1.2-1.5mm。
8.根据权利要求3所述的用于轮毂表面加工的精铣刀具和方法,其特征是:金刚石刀刃Ⅰ(2)和金刚石刀刃Ⅱ(3)分别设置为分体式并且金刚石刀刃Ⅰ(2)的分体部和金刚石刀刃Ⅱ(3)的分体部设置为相互交错分布。
9.根据权利要求6所述的用于轮毂表面加工的精铣刀具和方法,其特征是:敞口式凹槽(4)设置为分体式凹槽体并且敞口式凹槽(4)设置为包含有上下两槽体,敞口式凹槽(4)的上下两槽体的侧面部分别设置为圆柱体的一部分。
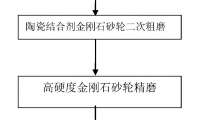
10.一种用于轮毂表面加工的精铣方法,其特征是:其步骤是: 按照转速S6500-7500r/mm、粗铣进给率F800-1200mm/r、调速百分比130-150%和层深0.5MM-0.8MM,用钨钢铣刀对所要轮毂的铣亮的部位先粗铣一遍; 按照转速S6500-7500r/mm、粗铣进给率F1420-1440mm/r、调速百分比130-150%和层深0.1MM-0.2MM,用精铣刀具对所要轮毂的铣亮的部位第一次精铣一遍; 按照转速S6500-7500r/mm、粗铣进给率F1460-1480mm/r、调速百分比130-150%和层深0.02MM-0.0.03MM,用精铣刀具对所要轮毂的铣亮的部位第二次精铣一遍。












 豫公网安备41019702003646号
豫公网安备41019702003646号