

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510762882.X申请人:天津津航技术物理研究所发明人:王朋杨坤回长顺李伟皓李欣摘要:本发明公开了一种等刀纹间距恒线速度单点金刚石车削方法,包括以下步骤:采用等刀...
申请号:201510762882.X申请人:天津津航技术物理研究所
发明人:王朋 杨坤 回长顺 李伟皓 李欣
摘要:本发明公开了一种等刀纹间距恒线速度单点金刚石车削方法,包括以下步骤:采用等刀纹间距方式,以得到预设要求表面粗糙度的加工参数车削红外材料表面,应用表面微观形貌测试设备测试各个环带的表面粗糙度微观形貌,找出粗糙度最小的环带,记录刀纹间距并计算该位置的线速度值Vr,保存该线速度值作为最优线速度值;以得到的最优线速度值Vr为基础,匹配对应的工件转速和刀具进给速度,设定在等刀纹间距fr的前提下,以恒线速度Vr切削,计算得到每个环带的实际加工参数;以计算得到的实际加工参数为依据,由机床代码转换程序生成单点金刚石车削程序代码,在金刚石车床上实施加工。本发明通用性强,易于实现,操作简单方便。
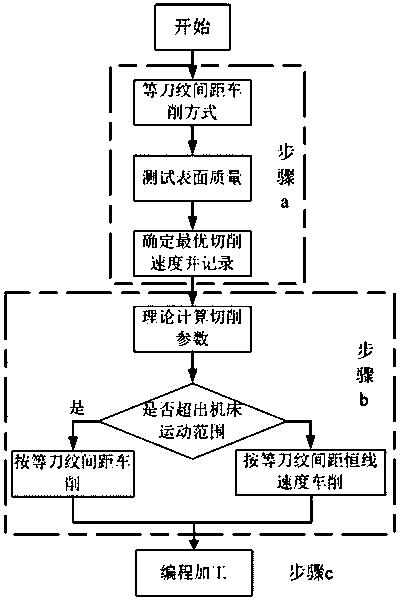
2.如权利要求1所述的等刀纹间距恒线速度单点金刚石车削方法,其特征在于,所述步骤b中,最优线速度值Vr、工件转速和刀具进给速度之间的关系满足: V r = V 2 + F 2 , V = ω R 其中,ω为工件转速,R为环带半径,V为R环带线速度,F为刀具进给速度。进一步地,所采用的表面微观形貌测试设备为轮廓仪或者白光干涉仪等测试设备。
3.如权利要求2所述的等刀纹间距恒线速度单点金刚石车削方法,其特征在于,所述步骤b中,实际加工参数的计算过程为:以步骤a中得到的最优线速度值Vr为基础,设置理论计算的边 界条件为匹配工件转速和刀具进给速度,得到各个环带r上的工件转速ωr 和刀具进给速度Fr为: ω r = V r / f r 2 + r 2 F r = f r V r / f r 2 + r 2 同时,工件的最高转速ωmax需满足ωmax≤ωmax0,ωmax0为机床允许的最高转速ωmax0。










 豫公网安备41019702003646号
豫公网安备41019702003646号